Données historiques sur les soudures
Affichage des données de soudage pour les soudures les plus récentes.
Contrôle intelligent des gaz (IGC®)
Plus l'ampérage est élevé et plus le bain de fusion est grand, plus vous avez besoin de gaz. Une vanne traditionnelle ne le sait pas. Le contrôle intelligent du gaz connaît votre soudure et veille à ce que votre bain de fusion soit toujours parfaitement protégé.
Simplifiez, économisez, standardisez. CenTIG rend les configurations complexes reproductibles grâce à un contrôle puissant des tâches. Créez, enregistrez et verrouillez des paramètres personnalisés pour la conformité WPS, enregistrez vos favoris pour un accès instantané et partagez vos tâches via USB afin que chaque soudure soit conforme aux spécifications. Configurations plus rapides, moins d'erreurs, contrôle total.
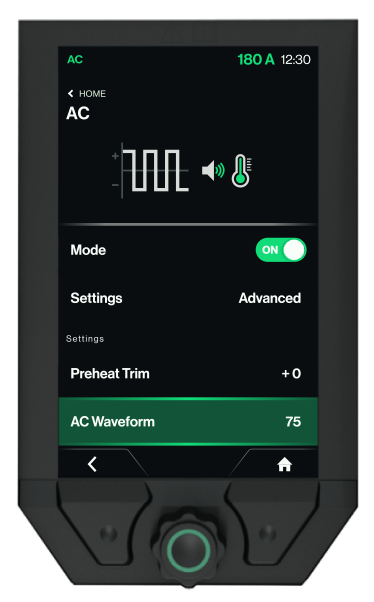
Ajustez l'arc exactement selon vos besoins, avec 100 niveaux de réglage pour l'intensité sonore et thermique. Cela affecte l'image sonore et l'apport thermique. Plus la valeur est élevée, plus l'image sonore est forte et plus l'apport thermique est élevé. Contrairement à ses concurrents qui se limitent à quelques niveaux seulement, CenTIG vous offre un contrôle total sur l'expérience de soudage.
Utilisé pour le réglage fin du préchauffage des électrodes.
Le préchauffage des électrodes est automatiquement réglé en fonction du diamètre d'électrode sélectionné.
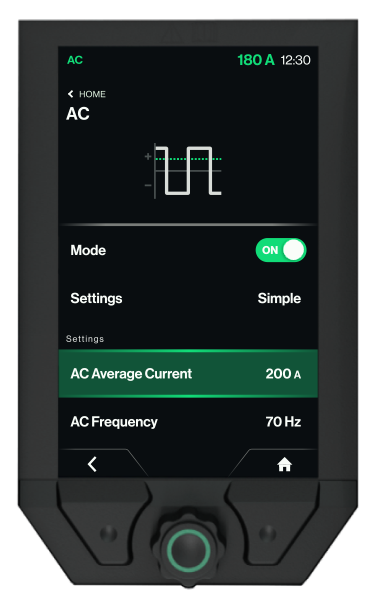
La vitesse de passage entre la période de nettoyage positive et la période de soudage négative. La modification de la fréquence affecte la largeur de l'arc. Plus la fréquence est élevée, plus l'arc est étroit.
Une réduction de l'équilibre du courant permet à l'électrode de conserver sa forme pointue. Une augmentation de l'équilibre du courant créera une boule à l'extrémité de l'électrode. Paramètre identique à « AC-I balance » sur les machines PI.
Réglage de l'effet de nettoyage par ajustement de l'équilibre temporel. Plus la valeur est élevée, plus la période de nettoyage est courte. Paramètre identique à « AC-t balance » sur les machines PI.
Réglage du courant de crête.
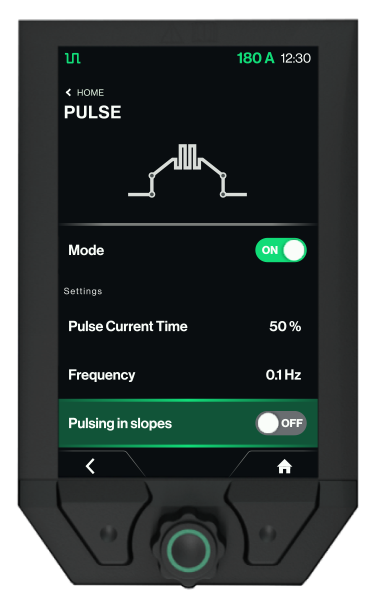
Pulsations dans les pentes
Permettre d'activer/désactiver l'impulsion dans la pente ascendante/descendante
Nombre de cycles d'impulsions complets par seconde, déterminant l'aspect des perles et les caractéristiques de l'apport de chaleur. Les fréquences élevées (5-20 Hz) donnent un aspect plus lisse aux perles, avec des ondulations moins marquées, ce qui convient aux applications cosmétiques. Les fréquences plus basses (0,5-3 Hz) créent des ondulations prononcées avec un meilleur contrôle de l'apport de chaleur pour les sections épaisses. La fréquence optimale dépend de la vitesse de déplacement, de l'épaisseur du matériau et des caractéristiques souhaitées du cordon.
Durée du courant d'impulsion
Durée de la phase de courant fort dans chaque cycle d'impulsion, contrôlant le rapport entre le temps de pénétration et le temps de refroidissement. Des temps d'impulsion plus longs augmentent l'apport moyen de chaleur et créent des profils de perles plus larges et plus plats. Des temps d'impulsion plus courts permettent un apport de chaleur mieux contrôlé avec des profils d'ondulation distincts. Plage typique de 10 à 90 % de la durée totale du cycle, optimisée en fonction de l'épaisseur du matériau, de l'aspect souhaité du cordon et des exigences en matière de pénétration.
Un niveau de courant plus faible est maintenu entre les impulsions pour maintenir l'arc stable sans apport de chaleur excessif. Permet de maintenir l'arc, d'éviter l'oxydation du tungstène et de conserver la fluidité du bain de soudure pendant les phases de refroidissement. Généralement de 20 à 60 % du courant d'impulsion. Des courants de base plus élevés maintiennent des bains de soudure plus importants et améliorent l'aspect du cordon ; des réglages plus faibles réduisent l'apport de chaleur global pour les matériaux minces et minimisent la distorsion.
Niveau de courant plus élevé pendant la phase d'impulsion du soudage TIG pulsé, permettant une pénétration contrôlée et la formation d'un profil de cordon. Crée le motif d'ondulation caractéristique et contrôle les caractéristiques de fusion. Typiquement 150-400% du courant de base en fonction des exigences de l'application. Des courants d'impulsion plus élevés augmentent la pénétration et la largeur du cordon ; des réglages plus faibles permettent de mieux contrôler l'apport de chaleur pour les matériaux minces ou les applications précises.
Pour les matériaux ultra-minces, CenTIG offre la fonction TIG-REP-TACK, une technique d'impulsion à froid qui crée une série de petites fixations contrôlées avec un apport de chaleur extrêmement faible. Conçue pour les matériaux d'une épaisseur de 0,5 à 1,5 mm, elle permet d'obtenir un cordon de soudure d'aspect continu sans brûlure, ce qui la rend idéale pour la fabrication de précision.
La fonction TIG-A-TACK CenTIG facilite la réalisation de petites fixations précises sans métal d'apport. Idéale pour l'ajustage, elle permet d'obtenir des soudures par points homogènes et sans intervention manuelle qui maintiennent les composants en place avec un minimum de déformation. Parfaite pour préparer des joints de haute qualité avant le soudage final.
Cette fonction stabilise l'arc dans le soudage MMA en augmentant le courant de soudage pendant les courts-circuits.
Hotstart aide à créer la bonne température dans le bain de fusion au début du soudage MMA.
Le temps post-gaz correspond au temps écoulé entre l'extinction de l'arc et la coupure du débit de gaz, ce qui garantit la couverture gazeuse.
Le soudage s'arrête à un certain pourcentage du courant de soudage.
Le temps de descente jusqu'à ce que le courant de soudage atteigne le courant final.
Définir la limite pour le courant de soudage maximal.
Cette fonction ne peut être activée qu'en mode quatre fois en appuyant brièvement sur la gâchette de la torche.
Le temps de montée pendant lequel le courant de démarrage est augmenté jusqu'au courant de soudage réglé
Une fois l'arc établi, la machine régule le courant de démarrage à un pourcentage du courant de soudage.
Le pré-gaz assure la couverture en gaz avant le soudage. Le pré-débit correspond au temps pendant lequel le gaz s'écoule après avoir appuyé sur le bouton de la torche et avant le début du soudage.
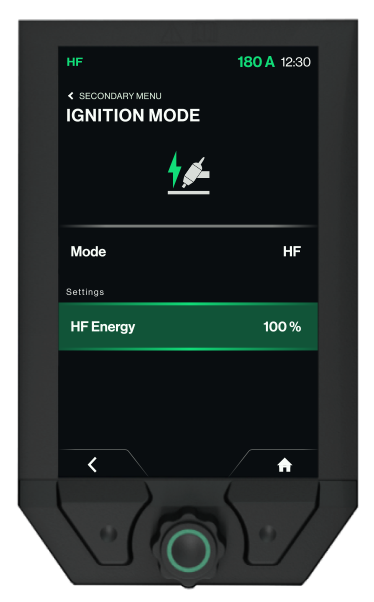
Assurez le bon fonctionnement dans les environnements sensibles grâce à notre nouvelle fonction de contrôle de l'allumage. L'énergie HF est conçue pour réduire la décharge d'énergie au démarrage, minimisant ainsi les interférences avec les équipements à proximité. Idéal pour les installations de production où la précision et la fiabilité sont essentielles.
L'amorçage de l'arc à haute fréquence crée un chemin ionisé entre le tungstène et la pièce sans contact physique, ce qui empêche la contamination du tungstène et maintient la géométrie du point. Indispensable pour le soudage à courant alternatif de l'aluminium où le contact avec le tungstène entraînerait une contamination immédiate. La fréquence est généralement comprise entre 2 et 4 MHz, avec une capacité de franchissement de l'éclateur pouvant aller jusqu'à 6 mm selon les conditions.
L'allumage de l'arc par levage élimine les interférences à haute fréquence en établissant l'arc par un bref contact entre le tungstène et la pièce, suivi d'un levage. Le tungstène est rapidement soulevé de 2 à 3 mm pour maintenir l'espace entre l'arc et la pièce. Préférable dans les environnements électroniques sensibles, lorsque les HF causent des interférences avec les équipements voisins, ou lors du soudage dans des espaces confinés où la réflexion des HF pourrait être problématique.
Le processus de soudage commence lorsque la gâchette de la torche est activée et relâchée, et se termine lorsque la gâchette de la torche est à nouveau activée.
Le processus de soudage commence lorsque la gâchette de la torche est activée et se termine lorsqu'elle est relâchée. La machine peut être réactivée pendant la dernière partie du processus de soudage.