Historische Schweissdaten
Anzeige der Schweißdaten für die letzten Schweißvorgänge.
Intelligente Gassteuerung (IGC®)
Je höher die Stromstärke und je größer das Schweißbad, desto mehr Gas benötigen Sie. Ein herkömmliches Ventil weiß das nicht. Intelligent Gas Control kennt Ihre Schweißnaht und sorgt dafür, dass Ihr Schweißbad stets perfekt geschützt ist.
Vereinfachen, speichern, standardisieren. CenTIG macht komplexe Einstellungen wiederholbar dank leistungsstarker Auftragssteuerung. Erstellen, speichern und sperren Sie benutzerdefinierte Parameter für WPS-Konformität, speichern Sie Favoriten für den sofortigen Zugriff und geben Sie Aufträge über USB weiter, damit jede Schweißnaht den Spezifikationen entspricht. Schnellere Einstellungen, weniger Fehler, vollständige Kontrolle.
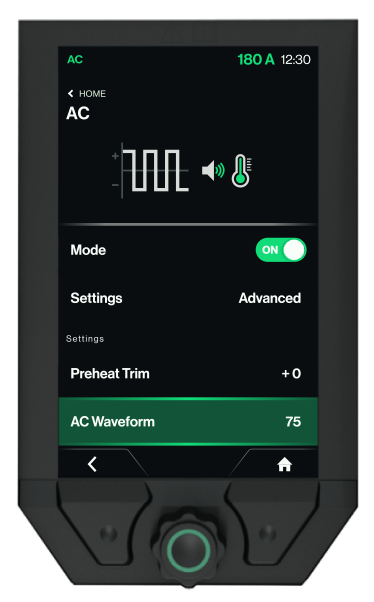
Passen Sie den Lichtbogen genau an Ihre Bedürfnisse an – mit 100 Einstellstufen für Schall- und Wärmeintensität. Beeinflusst das Schallbild und die Wärmezufuhr. Je höher der Wert, desto stärker das Schallbild und desto höher die Wärmezufuhr. Im Gegensatz zu Mitbewerbern, die nur wenige Stufen anbieten, gibt Ihnen CenTIG die volle Kontrolle über das Schweißerlebnis.
Dient zur Feineinstellung der Elektrodenvorwärmung.
Die Vorheizung der Elektrode wird automatisch auf Grundlage des ausgewählten Elektrodendurchmessers eingestellt.
Die Schaltgeschwindigkeit zwischen der positiven Reinigungsphase und der negativen Schweißphase. Eine Änderung der Frequenz wirkt sich auf die Lichtbogenbreite aus. Je höher die Frequenz, desto schmaler der Lichtbogen.
Eine Verringerung des Stromgleichgewichts bewirkt, dass die Elektrode ihre spitze Form beibehält. Eine Erhöhung des Stromgleichgewichts führt zur Bildung einer Kugel an der Spitze der Elektrode. Gleiche Parameter wie „AC-I-Gleichgewicht” bei PI-Maschinen.
Einstellung der Reinigungswirkung durch Anpassung der Zeitbalance. Je höher der Wert, desto kürzer die Reinigungsdauer. Gleicher Parameter wie „AC-t balance” bei PI-Geräten.
Einstellung des Spitzenstroms.
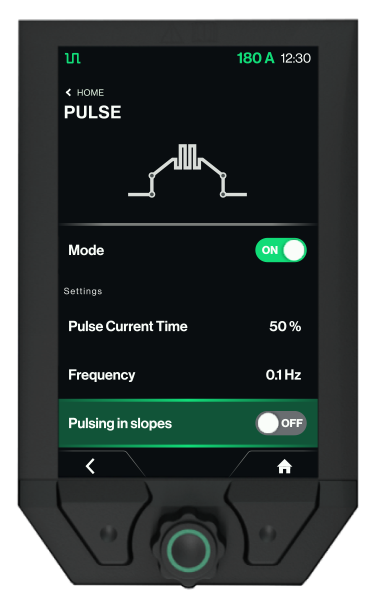
Aktivieren/Deaktivieren des Impulses bei Anstieg/Abfall ermöglichen
Anzahl der vollständigen Impulszyklen pro Sekunde, die das Aussehen des Wulstes und die Eigenschaften der Wärmezufuhr bestimmen. Höhere Frequenzen (5-20 Hz) erzeugen ein glatteres Aussehen der Wulst mit weniger ausgeprägten Wellen, geeignet für kosmetische Anwendungen. Niedrigere Frequenzen (0,5-3 Hz) erzeugen ausgeprägte Riffelmuster mit besserer Kontrolle der Wärmezufuhr für dicke Abschnitte. Die optimale Frequenz hängt von der Fahrgeschwindigkeit, der Materialdicke und den gewünschten Sickeneigenschaften ab.
Zeitdauer der Hochstromphase in jedem Impulszyklus, die das Verhältnis von Eindringzeit zu Abkühlzeit steuert. Längere Impulszeiten erhöhen die durchschnittliche Wärmezufuhr und erzeugen breitere, flachere Wulstprofile. Kürzere Impulszeiten sorgen für eine kontrolliertere Wärmezufuhr mit ausgeprägteren Rippelmustern. Typischer Bereich 10-90% der Gesamtzykluszeit, optimiert auf der Grundlage von Materialstärke, gewünschtem Wulstbild und Penetrationsanforderungen.
Zwischen den Impulsen wird ein niedrigerer Stromwert beibehalten, um den Lichtbogen ohne übermäßige Wärmezufuhr stabil zu halten. Sorgt für die Aufrechterhaltung des Lichtbogens, verhindert die Oxidation des Wolframs und erhält die Fließfähigkeit des Schweißbades während der Abkühlphasen. Normalerweise 20-60% des Impulsstroms. Höhere Grundströme erhalten größere Schweißbäder und verbessern das Aussehen der Schweißraupe; niedrigere Einstellungen reduzieren die Gesamtwärmezufuhr bei dünnen Materialien und minimieren den Verzug.
Höhere Stromstärke während der Pulsphase des gepulsten WIG-Schweißens, die einen kontrollierten Einbrand und die Bildung eines Wulstprofils ermöglicht. Erzeugt das charakteristische Ripple-Muster und steuert die Schmelzeigenschaften. In der Regel 150-400% des Grundstroms, je nach Anwendungsanforderungen. Höhere Impulsströme erhöhen den Einbrand und die Wulstbreite; niedrigere Einstellungen bieten eine kontrolliertere Wärmezufuhr für dünne Materialien oder präzise Anwendungen.
Für ultradünne Materialien bietet CenTIG die TIG-REP-TACK-Funktion – eine Kaltimpulstechnik, die eine Reihe kleiner, kontrollierter Fixierungen mit extrem geringer Wärmezufuhr erzeugt. Sie wurde für Materialien mit einer Dicke von 0,5 bis 1,5 mm entwickelt und liefert eine kontinuierlich aussehende Schweißnaht ohne Durchbrennen, wodurch sie sich ideal für die Präzisionsfertigung eignet.
Die TIG-A-TACK-Funktion CenTIG erleichtert das Ausführen kleiner, präziser Fixierungen ohne Zusatzwerkstoff. Sie eignet sich ideal für die Montage und liefert gleichmäßige, freihändige Heftschweißnähte, die Bauteile mit minimaler Verformung an ihrem Platz halten. Perfekt für die Vorbereitung hochwertiger Verbindungen vor dem endgültigen Schweißen.
Diese Funktion stabilisiert den Lichtbogen beim MMA-Schweißen, indem sie den Schweißstrom bei Kurzschlüssen erhöht.
Hotstart hilft dabei, zu Beginn des MMA-Schweißens die richtige Temperatur im Schweißbad zu erzeugen.
Die Nachgaszeit ist die Zeit zwischen dem Erlöschen des Lichtbogens und dem Abschalten des Gasflusses, sodass die Gasabdeckung gewährleistet ist.
Das Schweißen stoppt bei einem bestimmten Prozentsatz des Schweißstroms.
Die Abfallzeit, bis der Schweißstrom den Endstrom erreicht.
Begrenzung für maximalen Schweißstrom einstellen.
Diese Funktion kann nur im Vierfachmodus durch kurzes Drücken und Loslassen des Taschenlampenauslösers aktiviert werden.
Die Anstiegszeit, in der der Startstrom auf den eingestellten Schweißstrom erhöht wird
Sobald der Lichtbogen hergestellt ist, reguliert die Maschine den Startstrom auf einen Prozentsatz des Schweißstroms.
Das Vorgas sorgt für eine Gasabdeckung vor dem Schweißen. Der Vorfluss ist die Zeit, in der Gas strömt, nachdem der Brennerknopf gedrückt wurde und bevor das Schweißen beginnt.
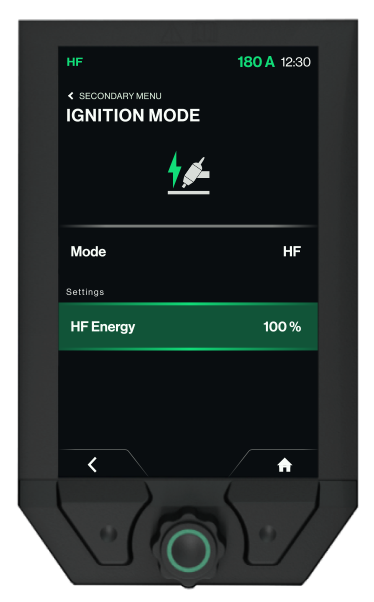
Sorgen Sie mit unserer neuen Zündsteuerungsfunktion für einen reibungslosen Betrieb in sensiblen Umgebungen. Die HF-Energie wurde entwickelt, um die Energieabgabe beim Start zu reduzieren und Störungen benachbarter Geräte zu minimieren. Perfekt für Produktionsumgebungen, in denen Präzision und Zuverlässigkeit entscheidend sind.
Die Hochfrequenz-Lichtbogenzündung erzeugt einen ionisierten Pfad zwischen Wolfram und Werkstück ohne physischen Kontakt, wodurch eine Wolframverunreinigung verhindert und die Punktgeometrie beibehalten wird. Unverzichtbar für das AC-Schweißen von Aluminium, bei dem ein Wolframkontakt sofortige Verunreinigung verursachen würde. Die Frequenz beträgt typischerweise 2-4 MHz mit einer Überbrückungsmöglichkeit der Funkenstrecke von bis zu 6 mm, je nach Bedingungen.
Die Hublichtbogenzündung eliminiert hochfrequente Störungen, indem der Lichtbogen durch einen kurzen Kontakt zwischen Wolfram und Werkstück und anschließendes Abheben erzeugt wird. Das Wolfram wird schnell um 2-3 mm angehoben, um den Lichtbogenabstand aufrechtzuerhalten. Bevorzugt in empfindlichen elektronischen Umgebungen, wenn HF Störungen bei nahegelegenen Geräten verursacht, oder beim Schweißen in engen Räumen, wo HF-Reflexionen problematisch sein könnten.
Der Schweißvorgang beginnt, wenn der Brennerauslöser betätigt und losgelassen wird, und endet, wenn der Brennerauslöser erneut betätigt wird.
Der Schweißvorgang beginnt, wenn der Brennerauslöser betätigt wird, und endet, wenn der Brennerauslöser losgelassen wird. Die Maschine kann während des letzten Teils des Schweißvorgangs erneut ausgelöst werden.