Visning af svejseoplysninger for de seneste svejsninger.
Intelligent gaskontrol (IGC®)
Jo højere strømstyrken er, og jo større svejsebadet er, desto mere gas har du brug for. En traditionel ventil ved ikke dette. Intelligent Gas Control kender din svejsning og sørger for, at dit svejsebad altid er perfekt beskyttet.
Forenkle, spar, standardiser. CenTIG gør komplekse opsætninger gentagelige med kraftfuld jobkontrol. Opret, gem og lås brugerdefinerede parametre for WPS-overensstemmelse, gem favoritter for øjeblikkelig adgang, og del jobs via USB for at holde alle svejsninger inden for specifikationerne. Hurtigere opsætninger, færre fejl, total kontrol.
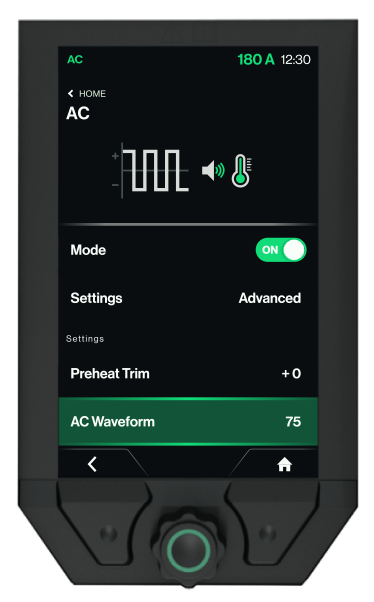
Finjuster lysbuen nøjagtigt efter dine behov – med 100 justeringstrin for lyd- og varmeintensitet. Påvirker lydbilledet og varmeindgangen. Jo højere værdien er, jo stærkere er lydbilledet og jo højere er varmeindgangen. I modsætning til konkurrenter, der er begrænset til kun få trin, giver CenTIG dig fuld kontrol over svejseoplevelsen.
Bruges til finjustering af elektrodeforvarmning.
Elektrodeforvarmning indstilles automatisk baseret på den valgte elektrodediameter.
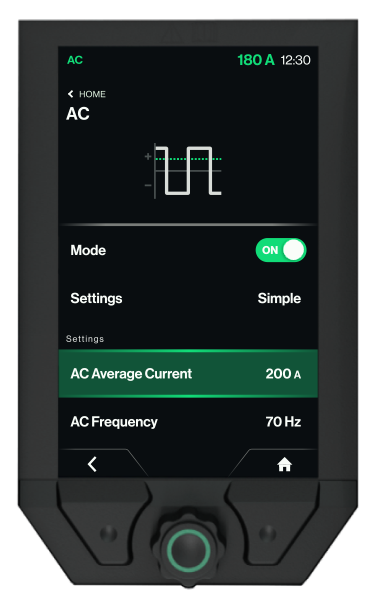
Skiftehastigheden mellem den positive rensningsperiode og den negative svejseperiode. Ændring af frekvensen påvirker lysbuens bredde. Jo højere frekvens, jo smallere lysbue.
En reduktion i strømbalancen får elektroden til at bevare sin spidse form. En forøgelse af strømbalancen vil skabe en kugle ved spidsen af elektroden. Samme parameter som 'AC-I balance' på PI-maskiner.
Indstilling af rengøringseffekten ved at justere tidsbalancen. Jo højere værdien er, jo kortere er rengøringsperioden. Samme parameter som 'AC-t balance' på PI-maskiner.
Indstilling af spidsstrømmen.
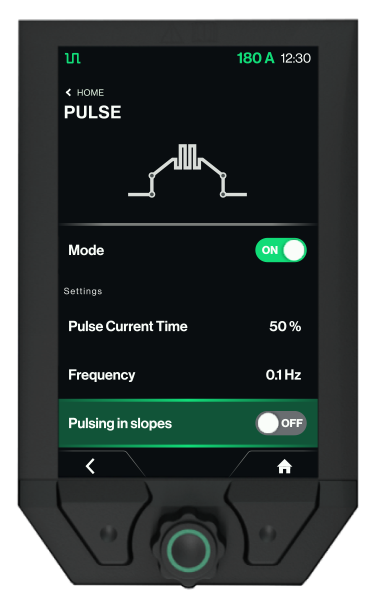
Gør det muligt at aktivere/deaktivere puls i stigning/fald
Antal komplette pulscyklusser pr. sekund, der bestemmer perlens udseende og varmetilførselsegenskaber. Højere frekvenser (5-20 Hz) giver et mere jævnt udseende med mindre tydelige krusninger og er velegnede til kosmetiske anvendelser. Lavere frekvenser (0,5-3 Hz) skaber markante krusningsmønstre med bedre kontrol af varmetilførslen til tykke sektioner. Den optimale frekvens afhænger af kørehastighed, materialetykkelse og ønskede vulstegenskaber.
Varigheden af højstrømsfasen i hver pulscyklus styrer forholdet mellem indtrængningstid og afkølingstid. Længere pulstider øger den gennemsnitlige varmetilførsel og skaber bredere, fladere perleprofiler. Kortere pulstider giver mere kontrolleret varmetilførsel med tydelige krusningsmønstre. Typisk interval 10-90 % af den samlede cyklustid, optimeret ud fra materialetykkelse, ønsket perleudseende og krav til indtrængning.
Et lavere strømniveau opretholdes mellem impulserne for at holde lysbuen stabil uden for stor varmepåvirkning. Sørger for vedligeholdelse af lysbuen, forhindrer oxidering af wolfram og holder svejsebadet flydende under afkølingsfasen. Typisk 20-60 % af pulsstrømmen. Højere basisstrøm opretholder større svejsebad og forbedrer vulstens udseende; lavere indstillinger reducerer den samlede varmetilførsel til tynde materialer og minimerer forvrængning.
Højere strømniveau i pulsfasen af pulserende TIG-svejsning, hvilket giver kontrolleret indtrængning og dannelse af vulstprofil. Skaber det karakteristiske krusningsmønster og kontrollerer fusionsegenskaberne. Typisk 150-400 % af basisstrømmen afhængigt af kravene til anvendelsen. Højere pulsstrømme øger indtrængning og vulstbredde; lavere indstillinger giver mere kontrolleret varmetilførsel til tynde materialer eller præcise opgaver.
Til ultratynde materialer tilbyder CenTIG TIG-REP-TACK-funktionen – en koldpulsteknik, der skaber en række små, kontrollerede fikseringer med ekstremt lav varmeindgang. Den er designet til materialer, der er så tynde som 0,5–1,5 mm, og leverer en kontinuerlig svejsning uden at brænde igennem, hvilket gør den ideel til præcisionsfabrikation.
CenTIG TIG-A-TACK-funktion gør det nemt at udføre små, præcise fastgørelser uden tilsætningsmetal. Den er ideel til montering og leverer ensartede, håndfri hæftesvejsninger, der holder komponenterne på plads med minimal forvrængning. Perfekt til forberedelse af højkvalitets samlinger inden den endelige svejsning.
Denne funktion stabiliserer lysbuen ved MMA-svejsning ved at øge svejse strømmen under kortslutninger.
Hotstart hjælper med at skabe den rette temperatur i svejsebadet ved starten af MMA-svejsning.
Eftergas er tiden fra lysbuen slukkes til gasstrømmen afbrydes, så gasdækningen sikres.
Svejsningen stopper ved en procentdel af svejse strømmen.
Hældningen nedad, indtil svejsestrømmen når den endelige strøm.
Indstil grænse for maksimal svejsestrøm.
Denne funktion kan kun aktiveres i fire-trins-tilstand ved kortvarigt at trykke på og slippe lommelygtens udløser.
Den stigende tid, hvor startstrømmen øges til den indstillede svejse strøm
Når lysbuen er etableret, regulerer maskinen startstrømmen til en procentdel af svejse strømmen.
Pre-gas sikrer gasdækning før svejsning. Pre-flow er den tid, hvor gassen strømmer, efter at brænderkontakten er trykket ned, og før svejsningen starter.
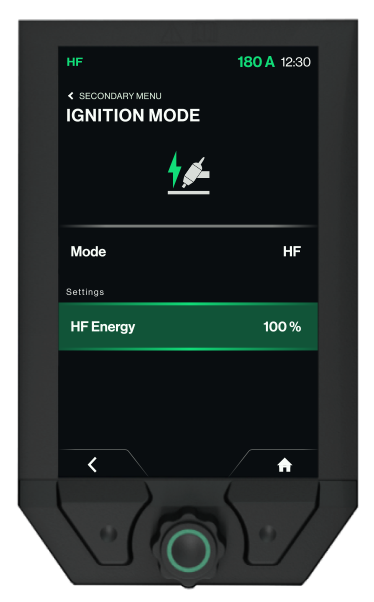
Sørg for problemfri drift i følsomme miljøer med vores nye tændingskontrolfunktion. HF-energi er designet til at reducere energiforbruget ved opstart, hvilket minimerer interferens med nærliggende udstyr. Perfekt til produktionsopsætninger, hvor præcision og pålidelighed er vigtige faktorer.
Højfrekvent lysbueinitiering skaber en ioniseret bane mellem wolfram og emne uden fysisk kontakt, hvilket forhindrer wolframforurening og opretholder punktgeometrien. Væsentligt for AC-svejsning af aluminium, hvor wolframkontakt ville forårsage øjeblikkelig forurening. Frekvensen er typisk 2-4 MHz med mulighed for at bygge bro over gnistgabet på op til 6 mm afhængigt af forholdene.
Lift arc ignition eliminerer højfrekvente forstyrrelser ved at etablere lysbuen gennem kortvarig kontakt mellem wolfram og emne efterfulgt af løft. Wolfram hæves hurtigt 2-3 mm for at opretholde lysbueafstanden. Foretrukket i følsomme elektroniske miljøer, når HF forårsager interferens med udstyr i nærheden, eller ved svejsning i lukkede rum, hvor HF-refleksion kan være problematisk.
Svejsningsprocessen starter, når brænderens udløser aktiveres og slippes, og slutter, når brænderens udløser aktiveres igen.
Svejsningsprocessen starter, når brænderens udløser aktiveres, og slutter, når brænderens udløser slippes. Maskinen kan genaktiveres under den sidste del af svejsningsprocessen.