Historyczne dane spawalnicze
Wyświetlanie danych dotyczących ostatnich spawów.
Inteligentne sterowanie gazem (IGC®)
Im wyższe natężenie prądu i większa jeziorko spawalnicze, tym więcej gazu potrzebujesz. Tradycyjny zawór nie ma takiej wiedzy. Inteligentna kontrola gazu zna Twoje spawanie i zapewnia, że jeziorko spawalnicze jest zawsze doskonale chronione.
Uprość, oszczędzaj, standaryzuj. CenTIG umożliwia powtarzalne wykonywanie złożonych ustawień dzięki zaawansowanej kontroli zadań. Twórz, przechowuj i blokuj niestandardowe parametry w celu zgodności z WPS, zapisuj ulubione ustawienia, aby mieć do nich natychmiastowy dostęp, i udostępniaj zadania przez USB, aby każda spoina była zgodna ze specyfikacją. Szybsze ustawienia, mniej błędów, pełna kontrola.
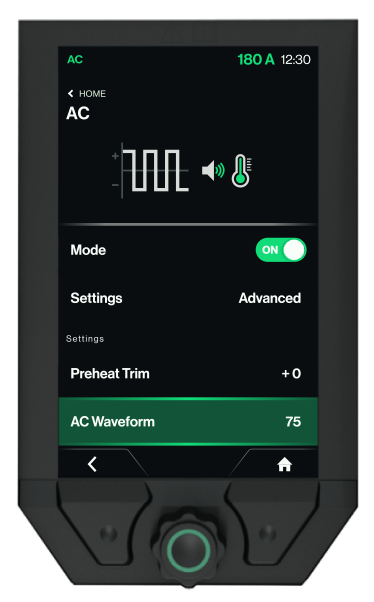
Precyzyjnie dostosuj łuk do swoich potrzeb – dzięki 100 stopniom regulacji intensywności dźwięku i ciepła. Wpływa na obraz dźwiękowy i dopływ ciepła. Im wyższa wartość, tym silniejszy obraz dźwiękowy i większy dopływ ciepła. W przeciwieństwie do konkurencji, która oferuje tylko kilka stopni regulacji, CenTIG zapewnia pełną kontrolę nad procesem spawania.
Służy do precyzyjnej regulacji podgrzewania elektrody.
Podgrzewanie elektrody jest ustawiane automatycznie w oparciu o wybraną średnicę elektrody.
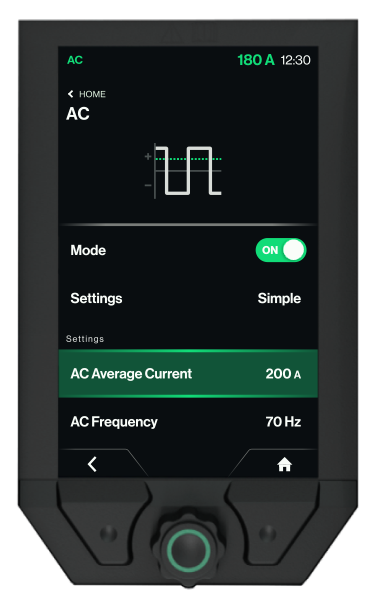
Przełączanie prędkości między okresem czyszczenia dodatniego a okresem spawania ujemnego. Zmiana częstotliwości wpływa na szerokość łuku. Im wyższa częstotliwość, tym węższy łuk.
Zmniejszenie równowagi prądu powoduje, że elektroda zachowuje swój spiczasty kształt. Zwiększenie równowagi prądu spowoduje utworzenie kulki na końcu elektrody. Ten sam parametr co „równowaga AC-I” w maszynach PI.
Ustawianie efektu czyszczenia poprzez regulację balansu czasu. Im wyższa wartość, tym krótszy okres czyszczenia. Ten sam parametr co „balans AC-t” w maszynach PI.
Ustawienie prądu szczytowego.
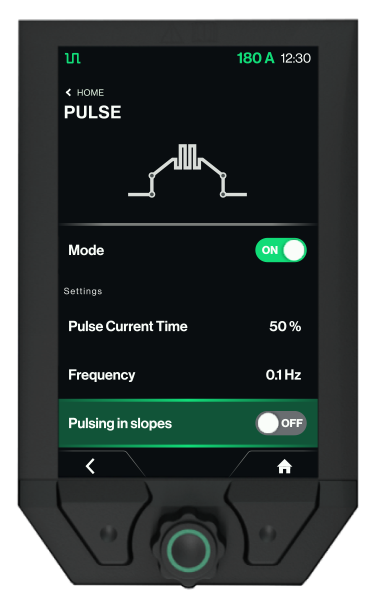
Umożliwia aktywację/dezaktywację impulsu przy narastaniu/opadaniu zbocza.
Liczba pełnych cykli impulsów na sekundę, określająca wygląd kulek i charakterystykę dopływu ciepła. Wyższe częstotliwości (5-20 Hz) zapewniają gładszy wygląd koralików z mniej wyraźnymi falami, odpowiednimi do zastosowań kosmetycznych. Niższe częstotliwości (0,5-3 Hz) tworzą wyraźne wzory tętnienia z lepszą kontrolą dopływu ciepła dla grubych sekcji. Optymalna częstotliwość zależy od prędkości przesuwu, grubości materiału i pożądanej charakterystyki stopki.
Czas trwania fazy wysokiego prądu w każdym cyklu impulsu, kontrolujący stosunek czasu penetracji do czasu chłodzenia. Dłuższe czasy impulsu zwiększają średni dopływ ciepła i tworzą szersze, bardziej płaskie profile kulek. Krótsze czasy impulsu zapewniają bardziej kontrolowany dopływ ciepła z wyraźnymi wzorami tętnienia. Typowy zakres 10-90% całkowitego czasu cyklu, zoptymalizowany w oparciu o grubość materiału, pożądany wygląd kulki i wymagania dotyczące penetracji.
Niższy poziom prądu utrzymywany między impulsami w celu utrzymania stabilnego łuku bez nadmiernego dopływu ciepła. Zapewnia utrzymanie łuku, zapobiega utlenianiu wolframu i utrzymuje płynność jeziorka spawalniczego podczas faz chłodzenia. Zazwyczaj 20-60% prądu impulsu. Wyższe prądy bazowe utrzymują większe jeziorka spawalnicze i poprawiają wygląd ściegu; niższe ustawienia zmniejszają ogólny dopływ ciepła w przypadku cienkich materiałów i minimalizują odkształcenia.
Wyższy poziom natężenia prądu podczas fazy pulsacyjnej spawania TIG, zapewniający kontrolowane wtopienie i formowanie ściegu. Tworzy charakterystyczny wzór tętnienia i kontroluje charakterystykę stapiania. Zazwyczaj 150-400% prądu bazowego w zależności od wymagań aplikacji. Wyższe prądy impulsu zwiększają wtopienie i szerokość ściegu; niższe ustawienia zapewniają bardziej kontrolowany dopływ ciepła w przypadku cienkich materiałów lub precyzyjnych zastosowań.
W przypadku materiałów ultracienkich CenTIG oferuje funkcję TIG-REP-TACK – technikę zimnego impulsu, która tworzy serię małych, kontrolowanych mocowań przy bardzo niskim dopływie ciepła. Zaprojektowana z myślą o materiałach o grubości od 0,5 do 1,5 mm, zapewnia ciągłą spoinę bez przepalenia, dzięki czemu idealnie nadaje się do precyzyjnej produkcji.
Funkcja TIG-A-TACK CenTIG ułatwia wykonywanie niewielkich, precyzyjnych mocowań bez użycia spoiwa. Idealna do montażu, zapewnia spójne, bezdotykowe spoiny punktowe, które utrzymują elementy na miejscu przy minimalnym odkształceniu. Doskonała do przygotowywania wysokiej jakości połączeń przed ostatecznym spawaniem.
Funkcja ta stabilizuje łuk podczas spawania MMA poprzez zwiększenie prądu spawania podczas zwarć.
Hotstart pomaga uzyskać odpowiednią temperaturę w kąpieli spawalniczej na początku spawania MMA.
Czas po wygaszeniu łuku to czas od momentu wygaszenia łuku do odłączenia przepływu gazu, dzięki czemu zapewnione jest pokrycie gazem.
Spawanie zatrzymuje się przy określonym procencie prądu spawania.
Czas opadania, aż prąd spawania osiągnie prąd końcowy.
Ustaw limit maksymalnego prądu spawania.
Funkcja ta może być włączona tylko w trybie czterokrotnym poprzez krótkie naciśnięcie i zwolnienie spustu latarki.
Czas narastania, w którym prąd rozruchowy jest zwiększany do ustawionego prądu spawania
Po ustaleniu łuku urządzenie reguluje prąd rozruchowy do wartości procentowej prądu spawania.
Pre gas zapewnia pokrycie gazem przed spawaniem. Pre-flow to czas, przez który gaz przepływa po naciśnięciu przełącznika palnika i przed rozpoczęciem spawania.
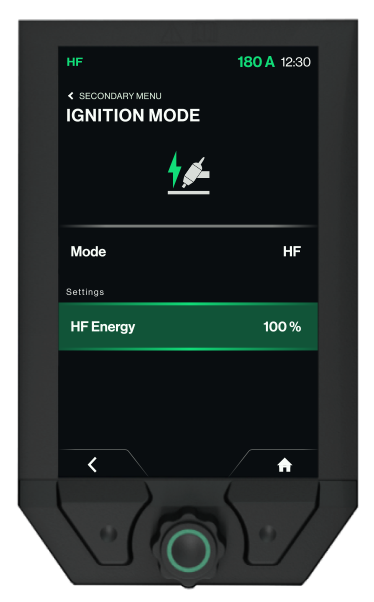
Zapewnij płynne działanie w wrażliwych środowiskach dzięki naszej nowej funkcji sterowania zapłonem. Energia HF została zaprojektowana w celu zmniejszenia rozładowania energii podczas uruchamiania, minimalizując zakłócenia w pobliskich urządzeniach. Idealne rozwiązanie dla konfiguracji produkcyjnych, w których liczy się precyzja i niezawodność.
Inicjacja łuku o wysokiej częstotliwości tworzy zjonizowaną ścieżkę między wolframem a przedmiotem obrabianym bez fizycznego kontaktu, zapobiegając zanieczyszczeniu wolframu i utrzymując geometrię punktu. Niezbędne do spawania aluminium prądem przemiennym, gdzie kontakt wolframu spowodowałby natychmiastowe zanieczyszczenie. Częstotliwość zazwyczaj 2-4 MHz z możliwością mostkowania przerwy iskrowej do 6 mm w zależności od warunków.
Zapłon łuku z uniesieniem eliminuje zakłócenia o wysokiej częstotliwości poprzez ustanowienie łuku poprzez krótki kontakt wolframu z przedmiotem obrabianym, po którym następuje uniesienie. Wolfram jest szybko podnoszony o 2-3 mm w celu utrzymania szczeliny łuku. Preferowany we wrażliwych środowiskach elektronicznych, gdy HF powoduje zakłócenia w pobliskim sprzęcie lub podczas spawania w ograniczonych przestrzeniach, gdzie odbicie HF może stanowić problem.
Proces spawania rozpoczyna się po naciśnięciu i zwolnieniu spustu palnika, a kończy po ponownym naciśnięciu spustu palnika.
Proces spawania rozpoczyna się po naciśnięciu spustu palnika i kończy po jego zwolnieniu. Urządzenie można ponownie uruchomić w końcowej fazie procesu spawania.