Történelmi hegesztési adatok
A legutóbbi hegesztések hegesztési adatainak megjelenítése.
Intelligens gázszabályozás (IGC®)
Minél nagyobb az áramerősség és minél nagyobb a hegesztési medence, annál több gázra van szükség. A hagyományos szelepek ezt nem tudják. Az intelligens gázszabályozás ismeri a hegesztési folyamatot, és gondoskodik arról, hogy a hegesztési medence mindig tökéletesen védett legyen.
Egyszerűsítés, megtakarítás, szabványosítás. CenTIG hatékony munkamenedzsmentjével a komplex beállítások ismételhetővé válnak. Hozzon létre, tároljon és zárjon le egyedi paramétereket a WPS-megfelelés érdekében, mentse el kedvenceit az azonnali hozzáféréshez, és ossza meg a munkákat USB-n keresztül, hogy minden hegesztés a specifikációknak megfeleljen. Gyorsabb beállítások, kevesebb hiba, teljes ellenőrzés.
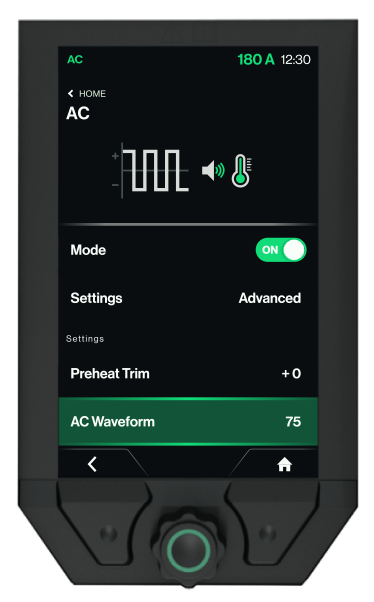
Finomítsa az ívet pontosan az igényeinek megfelelően – 100 beállítási lépéssel a hang és a hő intenzitásának szabályozásához. Befolyásolja a hangképet és a hőbevitelt. Minél magasabb az érték, annál erősebb a hangkép és annál nagyobb a hőbeviteli teljesítmény. A versenytársak néhány lépésre korlátozott beállításaitól eltérően CenTIG teljes ellenőrzést biztosít a hegesztési folyamat felett.
Az elektródák előmelegítésének finom beállításához használatos.
Az elektróda előmelegítése automatikusan beállítódik a kiválasztott elektróda átmérő alapján.
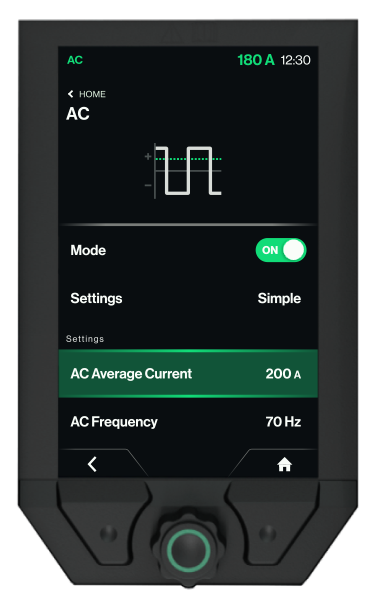
A pozitív tisztítási periódus és a negatív hegesztési periódus közötti váltási sebesség. A frekvencia megváltoztatása hatással van az ív szélességére. Minél magasabb a frekvencia, annál keskenyebb az ív.
Az áramegyensúly csökkentése az elektróda hegyes alakjának megőrzését eredményezi. Az áramegyensúly növelése az elektróda hegyén egy gömb képződését eredményezi. Ugyanaz a paraméter, mint a PI gépeken az „AC-I egyensúly”.
A tisztítási hatás beállítása az időegyensúly módosításával. Minél magasabb az érték, annál rövidebb a tisztítási idő. Ugyanaz a paraméter, mint a PI gépeken az „AC-t balance”.
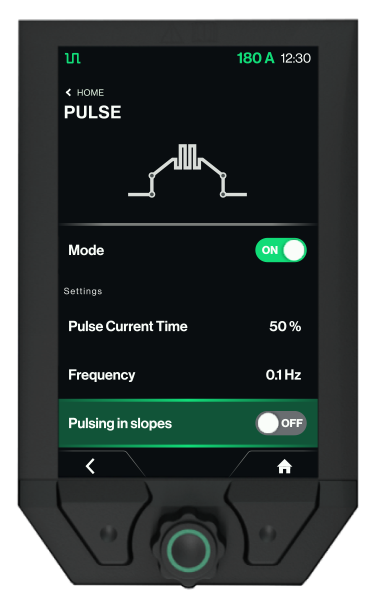
Lehetővé teszi az impulzus aktiválását/deaktiválását emelkedő/csökkenő lejtőn
A másodpercenkénti teljes impulzusciklusok száma, amely meghatározza a gyöngyök megjelenését és a hőbevitel jellemzőit. A magasabb frekvenciák (5-20 Hz) simább gyöngyök megjelenését eredményezik, kevésbé markáns fodrozódással, ami kozmetikai alkalmazásokhoz alkalmas. Az alacsonyabb frekvenciák (0,5-3 Hz) kifejezett fodrozódási mintázatot hoznak létre, jobb hőbevitel-szabályozással, vastag szelvényekhez. Az optimális frekvencia a haladási sebességtől, az anyagvastagságtól és a kívánt gyöngyjellemzőktől függ.
A nagyáramú fázis időtartama minden egyes impulzusciklusban, amely a behatolási idő és a hűtési idő arányát szabályozza. A hosszabb impulzusidők növelik az átlagos hőbevitelt és szélesebb, laposabb gyöngyprofilokat hoznak létre. A rövidebb impulzusidők szabályozottabb hőbevitelt biztosítanak, határozott hullámzási mintázattal. Tipikus tartomány a teljes ciklusidő 10-90%-a, optimalizálva az anyagvastagság, a kívánt gyöngy megjelenése és a behatolási követelmények alapján.
Az impulzusok között fenntartott alacsonyabb áramszint az ív stabilan tartása érdekében, túlzott hőbevitel nélkül. Biztosítja az ív karbantartását, megakadályozza a volfrám oxidációját, és fenntartja a hegesztési medence folyékonyságát a hűtési fázisok során. Általában az impulzusáram 20-60%-a. A magasabb alapáramok nagyobb hegesztőmedencét tartanak fenn és javítják a gyöngy megjelenését; az alacsonyabb beállítások csökkentik a teljes hőbevitelt vékony anyagok esetén és minimalizálják a torzulást.
Magasabb áramszint az impulzusos TIG-hegesztés impulzusfázisában, amely ellenőrzött behatolást és gyöngyprofil kialakulását biztosítja. Létrehozza a jellegzetes hullámmintázatot és szabályozza az olvadási jellemzőket. Általában az alapáram 150-400%-a az alkalmazási követelményektől függően. A magasabb impulzusáramok növelik a behatolást és a gyöngyszélességet; az alacsonyabb beállítások szabályozottabb hőbevitelt biztosítanak vékony anyagokhoz vagy precíz alkalmazásokhoz.
Az ultravékony anyagokhoz CenTIG a TIG-REP-TACK funkciót kínálja – egy hideg impulzusos technikát, amely rendkívül alacsony hőbevitel mellett egy sor apró, kontrollált rögzítést hoz létre. 0,5–1,5 mm vastagságú anyagokhoz tervezve, átégetés nélkül folyamatos hegesztési varratot eredményez, így ideális precíziós gyártáshoz.
CenTIG TIG-A-TACK funkciója megkönnyíti a kis, precíz rögzítések elvégzését töltőfém nélkül. Ideális illesztéshez, egyenletes, kézmentes hegesztési pontokat biztosít, amelyek minimális torzítással tartják a helyükön az alkatrészeket. Tökéletes kiváló minőségű illesztések előkészítéséhez a végső hegesztés előtt.
Ez a funkció stabilizálja az ívet az MMA hegesztés során azáltal, hogy rövidzárlatok esetén növeli a hegesztési áramot.
A Hotstart segít a megfelelő hőmérséklet kialakításában a hegesztési medencében az MMA hegesztés megkezdésekor.
A posztgáz az az idő, amely az ív kialvásától a gázáramlás lekapcsolásáig tart, így biztosítva a gázfedezetet.
A hegesztés a hegesztési áram egy bizonyos százalékánál leáll.
A lejtő lefutási ideje, amíg a hegesztési áram el nem éri a végső áramot.
Állítsa be a maximális hegesztési áram határértékét.
Ez a funkció csak négyszeres üzemmódban aktiválható, a zseblámpa indítógombjának rövid megnyomásával és elengedésével.
A kezdeti áramot a beállított hegesztési áramra növelő emelkedési idő
Az ív kialakulása után a gép a beindulási áramot a hegesztési áram százalékos értékére szabályozza.
Az előgáz biztosítja a gázellátást a hegesztés előtt. Az előáramlás az az idő, amely alatt a gáz áramlik a hegesztőpisztoly gombjának megnyomása után és a hegesztés megkezdése előtt.
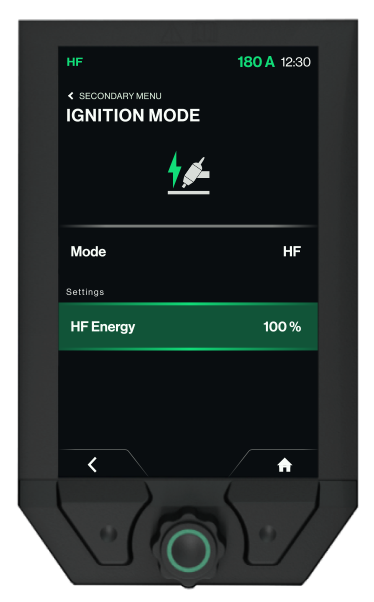
Új gyújtásvezérlő funkciónkkal biztosíthatja a zavartalan működést érzékeny környezetben. A HF energia úgy lett kialakítva, hogy csökkenti az indításkor kibocsátott energiát, minimalizálva ezzel a közeli berendezésekkel való interferenciát. Tökéletes megoldás olyan gyártási környezetben, ahol a pontosság és a megbízhatóság fontos.
A nagyfrekvenciás ívindítás fizikai érintkezés nélkül ionizált utat hoz létre a volfrám és a munkadarab között, megakadályozva a volfrám szennyeződését és fenntartva a pontgeometriát. Elengedhetetlen az alumínium váltakozó áramú hegesztéséhez, ahol a volfrám érintkezése azonnali szennyeződést okozna. A frekvencia jellemzően 2-4 MHz, a szikrahézag áthidalásának képessége a körülményektől függően akár 6 mm is lehet.
Az emelőíves gyújtás kiküszöböli a nagyfrekvenciás interferenciát azáltal, hogy az ív rövid volfrám-munkadarab érintkezéssel, majd emeléssel jön létre. A volfrámot gyorsan 2-3 mm-rel megemeljük az ívhézag fenntartása érdekében. Előnyben részesül érzékeny elektronikai környezetben, amikor a HF zavarokat okoz a közeli berendezésekben, vagy amikor zárt térben hegeszt, ahol a HF visszaverődés problémás lehet.
A hegesztési folyamat akkor kezdődik, amikor a hegesztőpisztoly ravaszát megnyomják és elengedik, és akkor ér véget, amikor a hegesztőpisztoly ravaszát újra megnyomják.
A hegesztési folyamat akkor kezdődik, amikor a hegesztőpisztoly kioldógombját megnyomják, és akkor ér véget, amikor a hegesztőpisztoly kioldógombját elengedik. A gép a hegesztési folyamat utolsó szakaszában újraindítható.