Visning av sveisedata for de siste sveisingene.
Intelligent gasskontroll (IGC®)
Jo høyere strømstyrke og jo større smeltebad, desto mer gass trenger du. En tradisjonell ventil vet ikke dette. Intelligent gasskontroll kjenner sveisen din og sørger for at smeltebadet ditt alltid er perfekt beskyttet.
Forenkle, spare, standardisere. CenTIG Pro gjør komplekse oppsett repeterbare med kraftig jobbkontroll. Opprett, lagre og lås egendefinerte parametere for WPS-samsvar, lagre favoritter for umiddelbar tilgang og del jobber via USB for å holde hver sveis i henhold til spesifikasjonene. Raskere oppsett, færre feil, total kontroll.
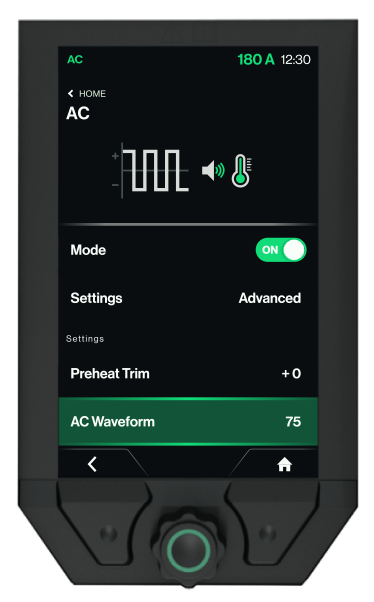
Finjuster lysbuen nøyaktig etter dine behov – med 100 justeringstrinn for lyd og varmeintensitet. Påvirker lydbildet og varmetilførselen. Jo høyere verdi, desto sterkere lydbilde og desto høyere varmetilførsel. I motsetning til konkurrenter som er begrenset til bare noen få trinn, CenTIG Pro gir deg full kontroll over sveiseopplevelsen.
Brukes til finjustering av elektrodeforvarming.
Elektrodeforvarming stilles inn automatisk basert på valgt elektrodediameter.
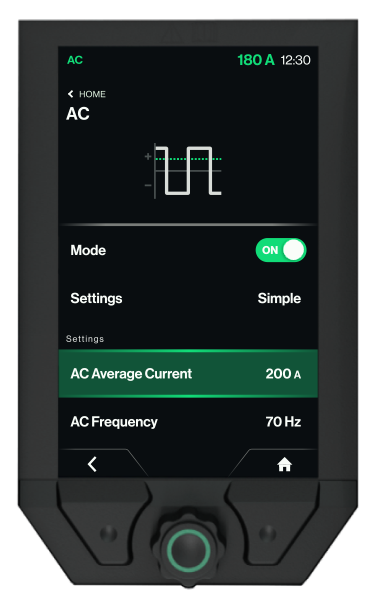
Skifthastigheten mellom den positive rengjøringsperioden og den negative sveiseperioden. Endring av frekvens vil påvirke lysbuens bredde. Jo høyere frekvens, desto smalere lysbuen.
En reduksjon i strømbalansen fører til at elektroden beholder sin spisse form. En økning i strømbalansen vil lage en kule på spissen av elektroden. Samme parameter som 'AC-I-balanse' på PI-maskiner.
Innstilling av rengjøringseffekten ved å justere tidsbalansen. Jo høyere verdi, desto kortere rengjøringsperiode. Samme parameter som 'AC-t-balanse' på PI-maskiner.
Innstilling av toppstrømmen.
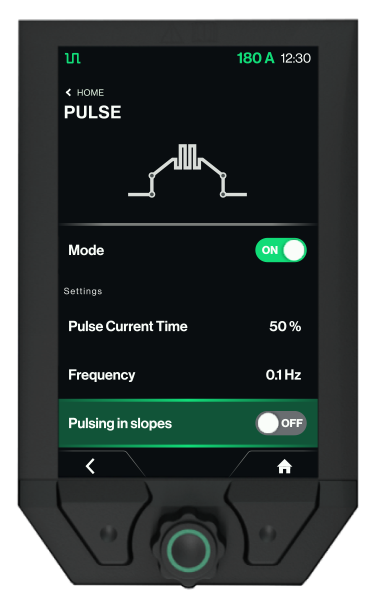
Gjør det mulig å aktivere/deaktivere puls i slope opp/slope ned
Antall komplette pulssykluser per sekund, som bestemmer perlens utseende og varmetilførselsegenskaper. Høyere frekvenser (5–20 Hz) skaper et jevnere perleutseende med mindre tydelige krusninger, egnet for kosmetiske applikasjoner. Lavere frekvenser (0,5–3 Hz) skaper markerte krusningsmønstre med bedre varmetilførselskontroll for tykke seksjoner. Optimal frekvens avhenger av bevegelseshastighet, materialtykkelse og ønskede perleegenskaper.
Tidsvarigheten til høystrømsfasen i hver pulssyklus, som kontrollerer forholdet mellom penetrasjonstid og avkjølingstid. Lengre pulstider øker gjennomsnittlig varmetilførsel og skaper bredere, flatere perleprofiler. Kortere pulstider gir mer kontrollert varmetilførsel med tydelige rippelmønstre. Typisk område 10–90 % av total syklustid, optimalisert basert på materialtykkelse, ønsket perleutseende og penetrasjonskrav.
Lavere strømnivå opprettholdes mellom pulsene for å holde lysbuen stabil uten for mye varmetilførsel. Sørger for lysbuevedlikehold, forhindrer wolframoksidasjon og opprettholder flyten i sveisebadet under avkjølingsfaser. Typisk 20–60 % av pulsstrømmen. Høyere basisstrømmer opprettholder større sveisebad og forbedrer sveisestrengens utseende; lavere innstillinger reduserer den totale varmetilførselen for tynne materialer og minimerer forvrengning.
Høyere strømnivå under pulsfasen av pulsert TIG-sveising, noe som gir kontrollert penetrasjon og dannelse av sveisestrengprofil. Skaper det karakteristiske rippelmønsteret og kontrollerer smelteegenskapene. Typisk 150–400 % av basisstrømmen avhengig av applikasjonskrav. Høyere pulsstrømmer øker penetrasjon og sveisestrengbredde; lavere innstillinger gir mer kontrollert varmetilførsel for tynne materialer eller presise applikasjoner.
For ultratynne materialer, CenTIG Pro tilbyr TIG-REP-TACK-funksjonen – en kaldpulsteknikk som skaper en serie små, kontrollerte fikseringer med ekstremt lav varmetilførsel. Den er designet for materialer så tynne som 0,5–1,5 mm, og gir en kontinuerlig sveisesøm uten å brenne gjennom, noe som gjør den ideell for presisjonsfabrikasjon.
CenTIG Pros TIG-A-TACK-funksjon gjør det enkelt å utføre små, presise fikseringer uten tilsettmateriale. Ideell for montering, gir den konsistente, håndfrie heftsveiser som holder komponentene på plass med minimal forvrengning. Perfekt for klargjøring av høykvalitetsskjøter før endelig sveising
Denne funksjonen stabiliserer lysbuen ved MMA-sveising ved å øke sveisestrømmen under kortslutninger.
Varmstart bidrar til å skape riktig temperatur i sveisebadet ved starten av MMA-sveising.
Gassettergass er tiden fra lysbuen slukker til gassstrømmen kobles fra, slik at gassdekningen er sikret.
Sveisingen stopper ved en viss prosentandel av sveisestrømmen.
Nedskalningstiden frem til sveisestrømmen når sluttstrømmen.
Still inn grensen for maksimal sveisestrøm.
Denne funksjonen kan bare aktiveres i firegangsmodus ved å trykke kort på og slippe brenneravtrekkeren.
Slope-up-tiden der startstrømmen økes til den innstilte sveisestrømmen
Når lysbuen er etablert, regulerer maskinen startstrømmen til en prosentandel av sveisestrømmen.
Forgass sikrer gassdekning før sveising. Forstrømning er tiden gassen strømmer etter at brennerbryteren er trykket inn og før sveisingen starter.
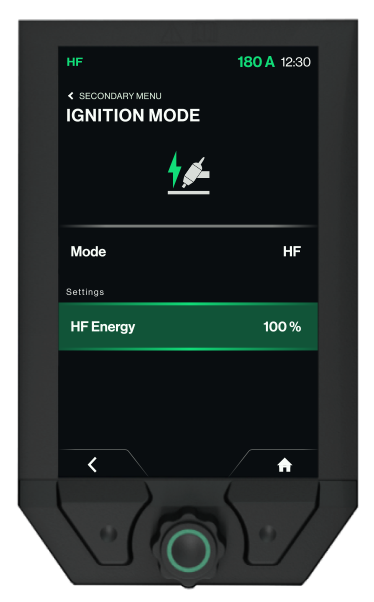
Sørg for problemfri drift i sensitive miljøer med vår nye tenningskontrollfunksjon. HF-energi er utviklet for å redusere energiutladning ved oppstart, og minimere interferens med utstyr i nærheten. Perfekt for produksjonsoppsett der presisjon og pålitelighet er viktig.
Høyfrekvent lysbueinitiering skaper en ionisert bane mellom wolfram og arbeidsstykket uten fysisk kontakt, noe som forhindrer wolframforurensning og opprettholder punktgeometrien. Essensielt for vekselstrømssveising av aluminium der wolframkontakt ville forårsake umiddelbar forurensning. Frekvens vanligvis 2–4 MHz med gnistgapbrobyggingskapasitet på opptil 6 mm, avhengig av forholdene.
Løftbueantenning eliminerer høyfrekvent interferens ved å etablere lysbuen gjennom kort kontakt mellom wolfram og arbeidsstykke, etterfulgt av løfting. Wolfram heves raskt 2–3 mm for å opprettholde lysbueavstanden. Foretrukket i sensitive elektroniske miljøer, når HF forårsaker interferens med utstyr i nærheten, eller ved sveising i trange rom der HF-refleksjon kan være problematisk.
Sveiseprosessen starter når brenneravtrekkeren aktiveres og slippes, og slutter når brenneravtrekkeren aktiveres igjen.
Sveiseprosessen starter når brenneravtrekkeren aktiveres og slutter når brenneravtrekkeren slippes. Maskinen kan utløses på nytt i den siste delen av sveiseprosessen.