Historické údaje o svařování
Zobrazení údajů o svařování pro poslední svařování.
Inteligentní regulace plynu (IGC®)
Čím vyšší je proud a čím větší je svarová lázeň, tím více plynu potřebujete. Tradiční ventil to neví. Inteligentní regulace plynu zná váš svar a zajišťuje, že vaše svarová lázeň je vždy dokonale chráněna.
Zjednodušte, ušetřete, standardizujte. CenTIG umožňuje opakovatelné provádění složitých nastavení díky výkonné kontrole úloh. Vytvářejte, ukládejte a zamykejte vlastní parametry pro dodržování WPS, ukládejte oblíbené položky pro okamžitý přístup a sdílejte úlohy přes USB, aby každý svar odpovídal specifikacím. Rychlejší nastavení, méně chyb, úplná kontrola.
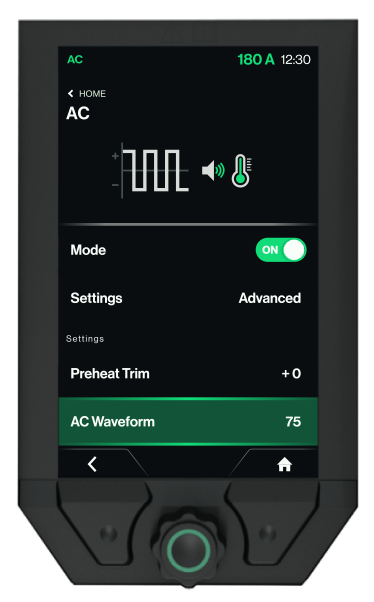
Přesně přizpůsobte oblouk svým potřebám – pomocí 100 stupňů nastavení intenzity zvuku a tepla. Ovlivňuje zvukový obraz a tepelný příkon. Čím vyšší hodnota, tím silnější zvukový obraz a vyšší tepelný příkon. Na rozdíl od konkurence, která nabízí pouze několik stupňů, vám CenTIG poskytuje plnou kontrolu nad svařováním.
Slouží k jemnému nastavení předehřevu elektrody.
Předehřívání elektrody se nastavuje automaticky na základě zvoleného průměru elektrody.
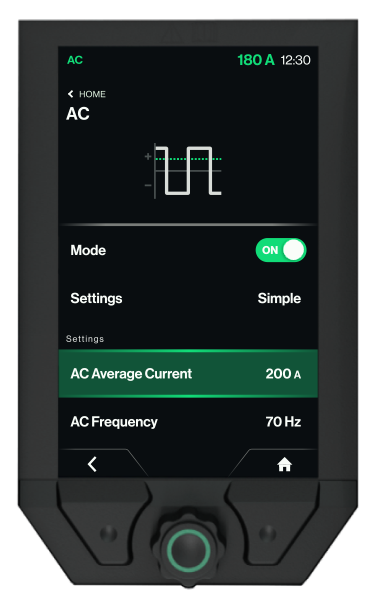
Frekvence střídavého proudu
Rychlost přechodu mezi pozitivním čisticím obdobím a negativním svařovacím obdobím. Změna frekvence ovlivní šířku oblouku. Čím vyšší je frekvence, tím užší je oblouk.
Snížení proudové rovnováhy způsobí, že elektroda si zachová svůj špičatý tvar. Zvýšení proudové rovnováhy vytvoří na špičce elektrody kuličku. Stejný parametr jako „AC-I balance“ u strojů PI.
Nastavení čisticího účinku úpravou časové rovnováhy. Čím vyšší hodnota, tím kratší doba čištění. Stejný parametr jako „AC-t balance“ na strojích PI.
Nastavení špičkového proudu.
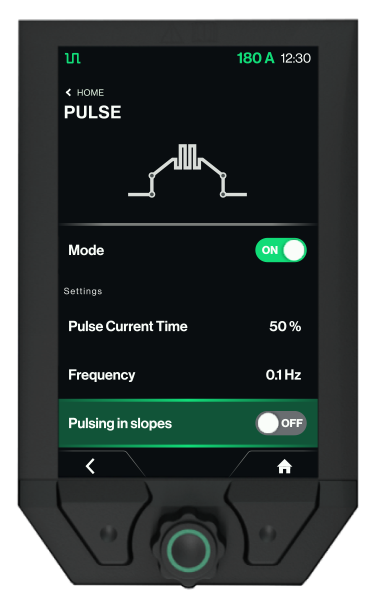
Umožnit aktivaci/deaktivaci pulzu při stoupání/klesání
Počet úplných pulzních cyklů za sekundu, určující vzhled kuliček a charakteristiky tepelného příkonu. Vyšší frekvence (5-20 Hz) vytvářejí hladší vzhled kuliček s méně výrazným zvlněním, což je vhodné pro kosmetické aplikace. Nižší frekvence (0,5-3 Hz) vytvářejí výrazné vlnění s lepší kontrolou tepelného příkonu pro silné úseky. Optimální frekvence závisí na rychlosti pohybu, tloušťce materiálu a požadovaných vlastnostech kuliček.
Doba trvání fáze vysokého proudu v každém pulzním cyklu, která řídí poměr doby průniku a doby chlazení. Delší doby pulzů zvyšují průměrný tepelný příkon a vytvářejí širší a plošší profily kuliček. Kratší doby pulzů zajišťují kontrolovanější přívod tepla s výraznými vlnovkami. Typický rozsah 10-90 % celkové doby cyklu, optimalizovaný na základě tloušťky materiálu, požadovaného vzhledu kuliček a požadavků na penetraci.
Nižší úroveň proudu udržovaná mezi pulzy pro udržení stabilního oblouku bez nadměrného příkonu tepla. Zajišťuje údržbu oblouku, zabraňuje oxidaci wolframu a udržuje tekutost svarové lázně během fází chlazení. Obvykle 20-60 % pulzního proudu. Vyšší základní proudy udržují větší svarové lázně a zlepšují vzhled kuliček; nižší nastavení snižují celkový tepelný příkon u tenkých materiálů a minimalizují deformace.
Vyšší úroveň proudu během pulzní fáze svařování pulzním TIG, která zajišťuje kontrolovaný průnik a tvorbu profilu kuliček. Vytváří charakteristický vzor vlnění a řídí vlastnosti tavení. Obvykle 150-400 % základního proudu v závislosti na požadavcích aplikace. Vyšší pulzní proudy zvyšují penetraci a šířku korálků; nižší nastavení zajišťuje kontrolovanější přívod tepla pro tenké materiály nebo přesné aplikace.
Pro ultratenké materiály nabízí CenTIG funkci TIG-REP-TACK – techniku studeného pulzu, která vytváří sérii malých, kontrolovaných fixací s extrémně nízkým tepelným příkonem. Je určena pro materiály o tloušťce 0,5–1,5 mm a poskytuje souvislý svar bez propálení, což ji činí ideální pro přesnou výrobu.
Funkce TIG-A-TACK CenTIG usnadňuje provádění malých, přesných fixací bez přídavného kovu. Je ideální pro montáž, poskytuje konzistentní, bezdotykové bodové svary, které drží součásti na místě s minimálním zkreslením. Je perfektní pro přípravu vysoce kvalitních spojů před finálním svařováním.
Tato funkce stabilizuje oblouk při svařování MMA zvýšením svařovacího proudu během zkratů.
Hotstart pomáhá vytvořit správnou teplotu ve svarové lázni na začátku svařování MMA.
Post gas je doba od zhasnutí oblouku do odpojení proudu plynu, takže je zajištěno pokrytí plynem.
Svařování se zastaví při dosažení určitého procenta svařovacího proudu.
Doba poklesu, než svařovací proud dosáhne konečného proudu.
Nastavte limit pro maximální svařovací proud.
Tuto funkci lze aktivovat pouze ve čtyřnásobném režimu krátkým stisknutím a uvolněním spouště svítilny.
Doba náběhu, během které se startovací proud zvyšuje na nastavený svařovací proud
Jakmile je oblouk vytvořen, stroj reguluje startovací proud na určité procento svařovacího proudu.
Předběžný plyn zajišťuje pokrytí plynem před svařováním. Předběžný průtok je doba, po kterou plyn proudí po stisknutí spínače hořáku a před zahájením svařování.
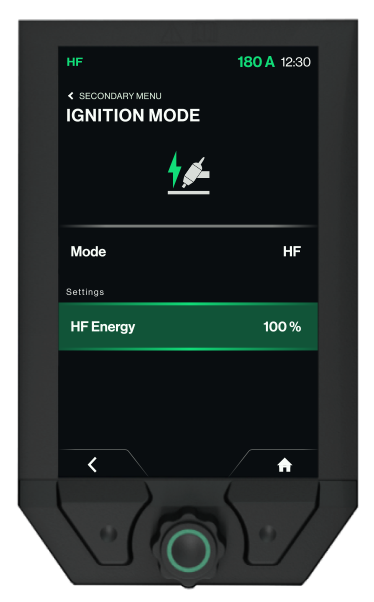
Zajistěte hladký provoz v citlivých prostředích díky naší nové funkci řízení zapalování. Vysokofrekvenční energie je navržena tak, aby snižovala výboj energie při spuštění a minimalizovala rušení okolních zařízení. Ideální pro výrobní zařízení, kde záleží na přesnosti a spolehlivosti.
Vysokofrekvenční iniciace oblouku vytváří ionizovanou cestu mezi wolframem a obrobkem bez fyzického kontaktu, čímž zabraňuje znečištění wolframu a zachovává geometrii hrotu. Nezbytné pro svařování hliníku střídavým proudem, kde by kontakt s wolframem způsobil okamžitou kontaminaci. Frekvence obvykle 2-4 MHz se schopností překlenout jiskřiště až do 6 mm v závislosti na podmínkách.
Zapalování oblouku zdvihem eliminuje vysokofrekvenční rušení tím, že oblouk vzniká krátkým kontaktem wolframu s obrobkem a následným zdvihem. Wolfram se rychle zvedne o 2-3 mm, aby se zachovala mezera mezi obloukem. Výhodné v citlivém elektronickém prostředí, pokud VF způsobuje rušení okolních zařízení nebo při svařování v uzavřených prostorách, kde by mohl být problematický odraz VF.
Svařovací proces začíná aktivací a uvolněním spouště hořáku a končí opětovnou aktivací spouště hořáku.
Svařovací proces začíná aktivací spouště hořáku a končí uvolněním spouště hořáku. Stroj lze znovu spustit během závěrečné fáze svařovacího procesu.