Visning av svetsdata för de senaste svetsningarna.
Intelligent gaskontroll (IGC®)
Ju högre strömstyrka och ju större smältbad, desto mer gas behövs. En traditionell ventil känner inte till detta. Intelligent Gas Control känner till din svetsning och ser till att ditt smältbad alltid är perfekt skyddat.
Förenkla, spara, standardisera. CenTIG gör komplexa inställningar repeterbara med kraftfull jobbkontroll. Skapa, lagra och lås anpassade parametrar för WPS-kompatibilitet, spara favoriter för omedelbar åtkomst och dela jobb via USB för att hålla varje svetsning enligt specifikationerna. Snabbare inställningar, färre fel, total kontroll.
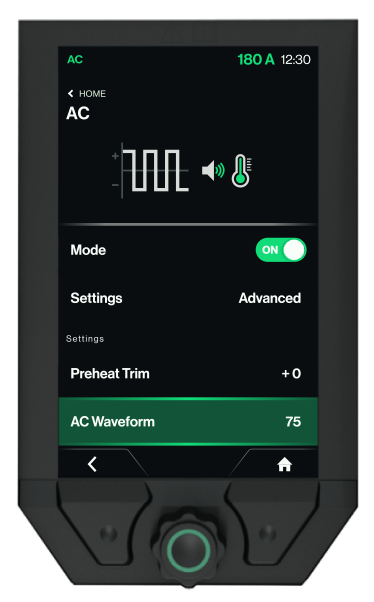
Finjustera bågen exakt efter dina behov – med 100 justeringssteg för ljud- och värmeintensitet. Påverkar ljudbilden och värmetillförseln. Ju högre värde, desto starkare ljudbild och desto högre värmetillförsel. Till skillnad från konkurrenter som är begränsade till endast några få steg, ger CenTIG dig full kontroll över svetsupplevelsen.
Används för finjustering av elektrodförvärmning.
Elektrodförvärmningen ställs in automatiskt baserat på vald elektroddiameter.
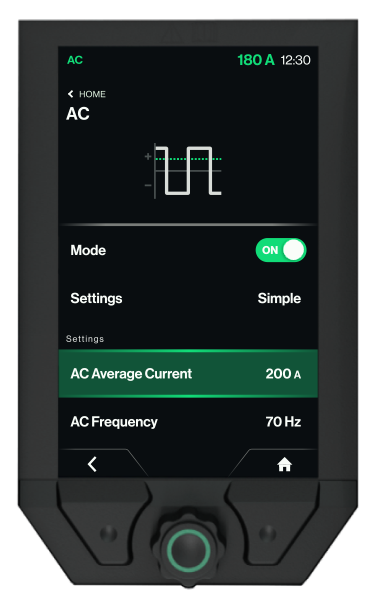
Skiftningshastigheten mellan den positiva rengöringsperioden och den negativa svetsperioden. En ändring av frekvensen påverkar bågbredden. Ju högre frekvens, desto smalare båge.
En minskning av strömbalansen gör att elektroden behåller sin spetsiga form. En ökning av strömbalansen skapar en kula vid elektrodens spets. Samma parameter som ”AC-I-balans” på PI-maskiner.
Ställ in rengöringseffekten genom att justera tidsbalansen. Ju högre värde, desto kortare rengöringsperiod. Samma parameter som ”AC-t balance” på PI-maskiner.
Inställning av toppström.
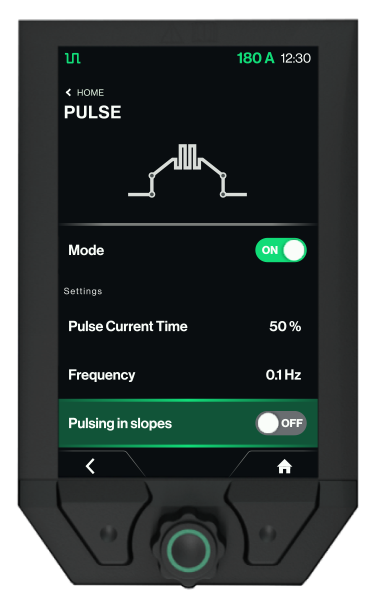
Gör det möjligt att aktivera/inaktivera puls vid uppåtgående/nedåtgående lutning
Antal kompletta pulscykler per sekund, vilket avgör pärlans utseende och värmetillförselns egenskaper. Högre frekvenser (5-20 Hz) ger ett jämnare utseende med mindre tydliga krusningar och är lämpliga för kosmetiska tillämpningar. Lägre frekvenser (0,5-3 Hz) skapar tydliga krusningsmönster med bättre kontroll av värmetillförseln för tjocka sektioner. Optimal frekvens beror på körhastighet, materialtjocklek och önskade vulstegenskaper.
Tidslängden för högströmsfasen i varje pulscykel, vilket styr förhållandet mellan penetrationstid och kyltid. Längre pulstider ökar den genomsnittliga värmetillförseln och skapar bredare, plattare pärlprofiler. Kortare pulstider ger mer kontrollerad värmetillförsel med distinkta rippelmönster. Typiskt intervall 10-90% av den totala cykeltiden, optimerat baserat på materialtjocklek, önskat utseende på vulsten och penetrationskrav.
Lägre strömnivå upprätthålls mellan pulserna för att hålla bågen stabil utan överdriven värmetillförsel. Underhåller ljusbågen, förhindrar volframoxidation och bibehåller smältbadets fluiditet under kylningsfaserna. Vanligtvis 20-60% av pulsströmmen. Högre basströmmar bibehåller större svetsbad och förbättrar vulstens utseende; lägre inställningar minskar den totala värmetillförseln för tunna material och minimerar distorsionen.
Högre strömnivå under pulsfasen vid pulsad TIG-svetsning, vilket ger kontrollerad inträngning och strängprofilbildning. Skapar det karakteristiska rippelmönstret och kontrollerar fusionsegenskaperna. Vanligtvis 150-400% av basströmmen beroende på applikationens krav. Högre pulsströmmar ökar inträngningen och vulstbredden; lägre inställningar ger mer kontrollerad värmetillförsel för tunna material eller exakta tillämpningar.
För ultratunna material erbjuder CenTIG funktionen TIG-REP-TACK – en kallpulsteknik som skapar en serie små, kontrollerade fixeringar med extremt låg värmetillförsel. Den är utformad för material som är så tunna som 0,5–1,5 mm och ger en kontinuerlig svetsfog utan genombränning, vilket gör den idealisk för precisionsbearbetning.
CenTIG TIG-A-TACK-funktion gör det enkelt att utföra små, precisa fixeringar utan tillsatsmaterial. Den är idealisk för montering och ger jämna, handsfree-punktsvetsar som håller komponenterna på plats med minimal deformation. Perfekt för att förbereda högkvalitativa fogar inför slutlig svetsning.
Denna funktion stabiliserar ljusbågen vid MMA-svetsning genom att öka svetsströmmen vid kortslutningar.
Hotstart hjälper till att skapa rätt temperatur i svetsbadet vid starten av MMA-svetsning.
Eftergas är tiden från det att ljusbågen slocknar till dess att gasflödet stängs av, så att gasbeläggningen säkerställs.
Svetsningen avbryts vid en viss procentandel av svetsströmmen.
Den nedåtgående tiden tills svetsströmmen når slutströmmen.
Ställ in gränsvärde för maximal svetsström.
Denna funktion kan endast aktiveras i fyrfaldigt läge genom att kort trycka på och släppa ficklampans avtryckare.
Den uppstigningskurva där startströmmen ökas till den inställda svetsströmmen
När ljusbågen har upprättats reglerar maskinen startströmmen till en procentandel av svetsströmmen.
Förgasning säkerställer gasförsörjning före svetsning. Förflöde är den tid under vilken gas strömmar efter att brännarens strömbrytare har tryckts in och innan svetsningen påbörjas.
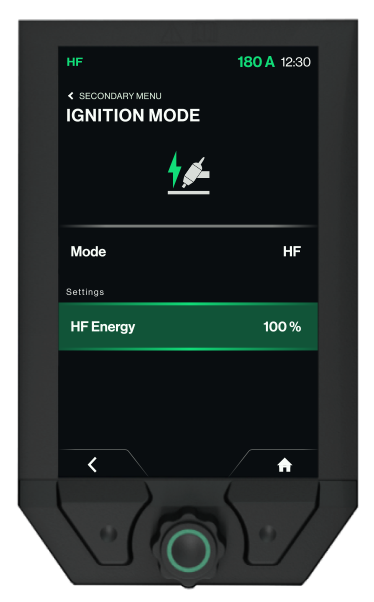
Säkerställ smidig drift i känsliga miljöer med vår nya tändningskontrollfunktion. HF-energin är utformad för att minska energiutsläppet vid start, vilket minimerar störningar på närliggande utrustning. Perfekt för produktionsmiljöer där precision och tillförlitlighet är viktigt.
Högfrekvent båginitiering skapar en joniserad bana mellan volfram och arbetsstycke utan fysisk kontakt, vilket förhindrar kontaminering av volfram och bibehåller punktgeometrin. Oumbärligt vid AC-svetsning av aluminium där kontakt med volfram skulle orsaka omedelbar kontaminering. Frekvensen är normalt 2-4 MHz med gnistgapsöverbryggning på upp till 6 mm beroende på förhållandena.
Tändning med lyftbåge eliminerar högfrekventa störningar genom att ljusbågen etableras genom kort kontakt mellan volfram och arbetsstycke följt av lyftning. Volfram lyfts snabbt 2-3 mm för att bibehålla båggapet. Rekommenderas i känsliga elektroniska miljöer, när HF orsakar störningar i närliggande utrustning eller vid svetsning i trånga utrymmen där HF-reflektion kan vara problematisk.
Svetsprocessen startar när brännarens avtryckare aktiveras och släpps och avslutas när brännarens avtryckare aktiveras igen.
Svetsprocessen startar när brännarens avtryckare aktiveras och avslutas när brännarens avtryckare släpps. Maskinen kan återaktiveras under den sista delen av svetsprocessen.