Datos históricos de soldadura
Visualización de los datos de soldadura de las soldaduras más recientes.
Control Inteligente de Gas (IGC®)
Cuanto mayor sea el amperaje y mayor sea el baño de soldadura, más gas necesitará. Una válvula tradicional no lo sabe. El control inteligente del gas conoce su soldadura y se asegura de que su baño de soldadura esté siempre perfectamente protegido.
Simplifique, ahorre, estandarice. CenTIG hace que las configuraciones complejas sean repetibles gracias a su potente control de trabajos. Cree, almacene y bloquee parámetros personalizados para cumplir con WPS, guarde sus favoritos para acceder a ellos al instante y comparta trabajos a través de USB para mantener cada soldadura dentro de las especificaciones. Configuraciones más rápidas, menos errores, control total.
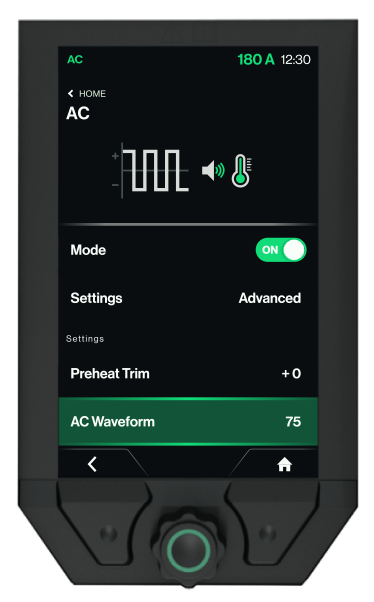
Ajuste el arco exactamente a sus necesidades, con 100 pasos de ajuste para la intensidad del sonido y el calor. Afecta a la imagen sonora y a la entrada de calor. Cuanto mayor sea el valor, más fuerte será la imagen sonora y mayor la entrada de calor. A diferencia de la competencia, que se limita a unos pocos pasos, CenTIG le ofrece un control total sobre la experiencia de soldadura.
Se utiliza para el ajuste fino del precalentamiento de los electrodos.
El precalentamiento del electrodo se ajusta automáticamente en función del diámetro del electrodo seleccionado.
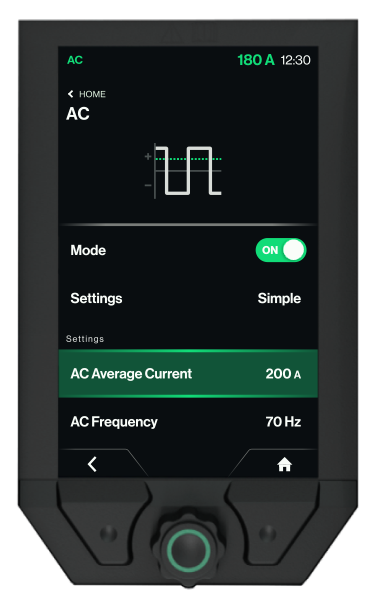
La velocidad de cambio entre el periodo de limpieza positivo y el periodo de soldadura negativo. Cambiar la frecuencia afectará al ancho del arco. Cuanto mayor sea la frecuencia, más estrecho será el arco.
Una reducción en el equilibrio de corriente hace que el electrodo conserve su forma puntiaguda. Un aumento en el equilibrio de corriente creará una bola en la punta del electrodo. El mismo parámetro que «equilibrio AC-I» en máquinas PI.
Ajuste del efecto de limpieza regulando el balance de tiempo. Cuanto mayor sea el valor, menor será el periodo de limpieza. El mismo parámetro que «AC-t balance» en máquinas PI.
Ajuste de la corriente máxima.
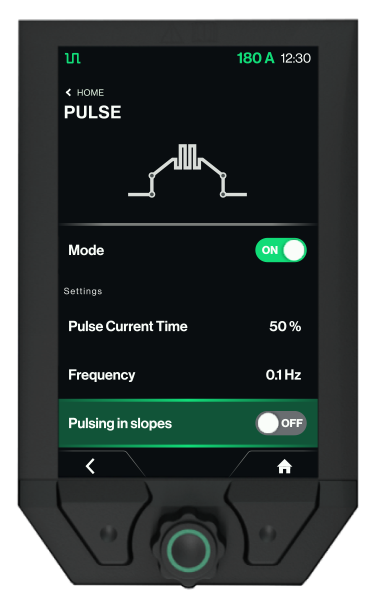
Pulsaciones en pendientes
Permitir activar/desactivar el pulso en la subida/bajada de la pendiente.
Número de ciclos de pulsación completos por segundo que determinan el aspecto del cordón y las características de entrada de calor. Las frecuencias más altas (5-20 Hz) crean un aspecto de cordón más suave con ondulaciones menos marcadas, adecuado para aplicaciones cosméticas. Las frecuencias más bajas (0,5-3 Hz) crean patrones de ondulación pronunciados con un mejor control de la entrada de calor para secciones gruesas. La frecuencia óptima depende de la velocidad de desplazamiento, el grosor del material y las características deseadas del cordón.
Corriente de impulsos Tiempo
Duración de la fase de alta corriente en cada ciclo de pulsos, controlando la relación entre el tiempo de penetración y el tiempo de enfriamiento. Los tiempos de impulso más largos aumentan el aporte medio de calor y crean perfiles de cordón más anchos y planos. Los tiempos de impulso más cortos proporcionan un aporte de calor más controlado con patrones de ondulación más definidos. El intervalo típico es del 10-90% del tiempo total del ciclo, optimizado en función del grosor del material, el aspecto deseado del cordón y los requisitos de penetración.
Se mantiene un nivel de corriente bajo entre impulsos para mantener el arco estable sin un aporte excesivo de calor. Proporciona mantenimiento del arco, evita la oxidación del tungsteno y mantiene la fluidez del baño de soldadura durante las fases de enfriamiento. Típicamente 20-60% de la corriente de pulso. Las corrientes de base más altas mantienen charcos de soldadura más grandes y mejoran el aspecto del cordón; los ajustes más bajos reducen el aporte de calor total para materiales finos y minimizan la distorsión.
Mayor nivel de corriente durante la fase de impulso de la soldadura TIG pulsada, que proporciona una penetración controlada y la formación del perfil del cordón. Crea el patrón de ondulación característico y controla las características de fusión. Típicamente 150-400% de la corriente base dependiendo de los requisitos de la aplicación. Las corrientes de impulso más altas aumentan la penetración y la anchura del cordón; los ajustes más bajos proporcionan un aporte de calor más controlado para materiales finos o aplicaciones precisas.
Para materiales ultrafinos, CenTIG ofrece la función TIG-REP-TACK, una técnica de pulso frío que crea una serie de fijaciones pequeñas y controladas con una entrada de calor extremadamente baja. Diseñada para materiales de entre 0,5 y 1,5 mm de grosor, proporciona un cordón de soldadura de aspecto continuo sin quemaduras, lo que la hace ideal para la fabricación de precisión.
La función TIG-A-TACK CenTIG facilita la realización de fijaciones pequeñas y precisas sin metal de relleno. Ideal para el ajuste, proporciona soldaduras por puntos consistentes y sin necesidad de utilizar las manos, que mantienen los componentes en su sitio con una distorsión mínima. Perfecto para preparar uniones de alta calidad antes de la soldadura final.
Esta función estabiliza el arco en la soldadura MMA aumentando la corriente de soldadura durante los cortocircuitos.
Arranque en caliente (MMA)
Hotstart ayuda a crear la temperatura adecuada en el baño de fusión al inicio de la soldadura MMA.
El gas posterior es el tiempo que transcurre desde que se apaga el arco hasta que se desconecta el flujo de gas, por lo que se garantiza la cobertura de gas.
La soldadura se detiene a un porcentaje de la corriente de soldadura.
El tiempo de descenso hasta que la corriente de soldadura alcanza la corriente final.
Establecer el límite para la corriente máxima de soldadura.
Esta función solo se puede activar en el modo de cuatro tiempos pulsando brevemente y soltando el gatillo de la linterna.
El tiempo de subida en el que la corriente inicial se incrementa hasta la corriente de soldadura establecida.
Una vez establecido el arco, la máquina regula la corriente de arranque a un porcentaje de la corriente de soldadura.
El gas previo garantiza la cobertura de gas antes de la soldadura. El flujo previo es el tiempo durante el cual fluye el gas después de pulsar el interruptor del soplete y antes de que comience la soldadura.
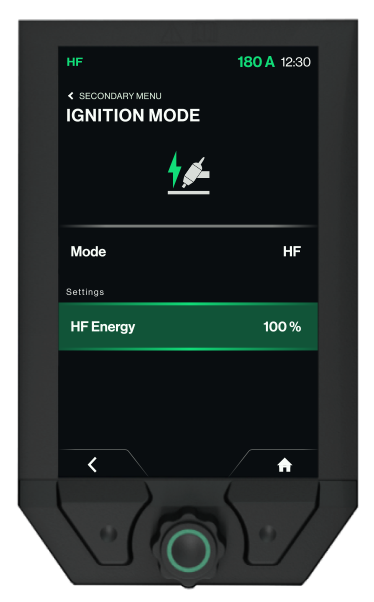
Garantice un funcionamiento fluido en entornos sensibles con nuestra nueva función de control de encendido. La energía de alta frecuencia está diseñada para reducir la descarga de energía durante el arranque, minimizando las interferencias con los equipos cercanos. Perfecto para entornos de producción en los que la precisión y la fiabilidad son fundamentales.
El inicio del arco de alta frecuencia crea una trayectoria ionizada entre el tungsteno y la pieza de trabajo sin contacto físico, lo que evita la contaminación del tungsteno y mantiene la geometría del punto. Esencial para la soldadura AC de aluminio donde el contacto del tungsteno causaría una contaminación inmediata. Frecuencia típica de 2-4 MHz con capacidad de puenteo del hueco de chispa de hasta 6 mm dependiendo de las condiciones.
El encendido del arco por elevación elimina las interferencias de alta frecuencia estableciendo el arco mediante un breve contacto del tungsteno con la pieza de trabajo seguido de la elevación. El tungsteno se eleva rápidamente 2-3 mm para mantener la separación del arco. Preferido en entornos electrónicos sensibles, cuando la alta frecuencia causa interferencias con equipos cercanos, o cuando se suelda en espacios reducidos donde la reflexión de la alta frecuencia podría ser problemática.
El proceso de soldadura comienza cuando se activa y se suelta el gatillo de la antorcha y finaliza cuando se vuelve a activar el gatillo de la antorcha.
El proceso de soldadura comienza cuando se activa el gatillo de la antorcha y finaliza cuando se suelta el gatillo de la antorcha. La máquina se puede volver a activar durante la parte final del proceso de soldadura.