Dati storici sulla saldatura
Visualizzazione dei dati di saldatura relativi alle saldature più recenti.
Controllo intelligente del gas (IGC®)
Maggiore è l'amperaggio e più grande è il bagno di fusione, maggiore è la quantità di gas necessaria. Una valvola tradizionale non è in grado di rilevare questi dati. Il sistema Intelligent Gas Control conosce la saldatura e garantisce che il bagno di fusione sia sempre protetto in modo ottimale.
Semplificare, risparmiare, standardizzare. CenTIG rende ripetibili le configurazioni complesse grazie a un potente controllo dei lavori. Creare, memorizzare e bloccare parametri personalizzati per la conformità WPS, salvare i preferiti per un accesso immediato e condividere i lavori tramite USB per mantenere ogni saldatura conforme alle specifiche. Configurazioni più rapide, meno errori, controllo totale.
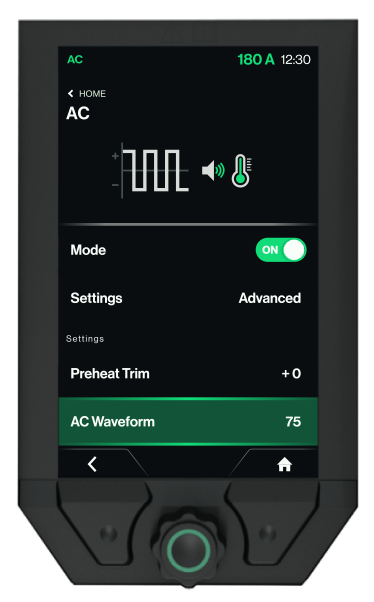
Regola l'arco esattamente in base alle tue esigenze, con 100 livelli di regolazione per l'intensità del suono e del calore. Influisce sull'immagine sonora e sull'apporto di calore. Più alto è il valore, più forte è l'immagine sonora e maggiore è l'apporto di calore. A differenza dei prodotti concorrenti, limitati a pochi livelli, CenTIG ti offre il pieno controllo sull'esperienza di saldatura.
Utilizzato per la regolazione fine del preriscaldamento degli elettrodi.
Il preriscaldamento dell'elettrodo viene impostato automaticamente in base al diametro dell'elettrodo selezionato.
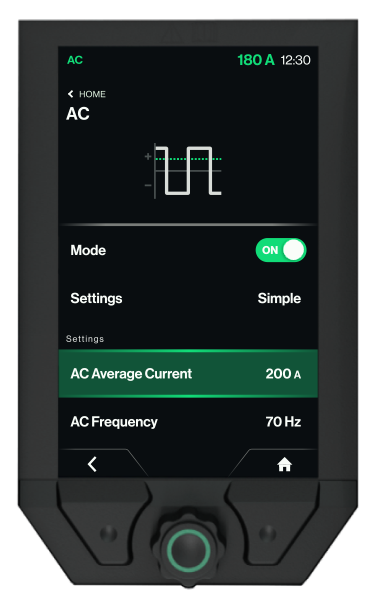
La velocità di commutazione tra il periodo di pulizia positivo e il periodo di saldatura negativo. La modifica della frequenza influirà sulla larghezza dell'arco. Maggiore è la frequenza, più stretto sarà l'arco.
Una riduzione del bilanciamento della corrente fa sì che l'elettrodo mantenga la sua forma appuntita. Un aumento del bilanciamento della corrente creerà una sfera sulla punta dell'elettrodo. Stesso parametro del "bilanciamento AC-I" sulle macchine PI.
Impostazione dell'effetto di pulizia regolando il bilanciamento del tempo. Maggiore è il valore, più breve sarà il periodo di pulizia. Stesso parametro di "bilanciamento AC-t" sulle macchine PI .
Impostazione della corrente di picco.
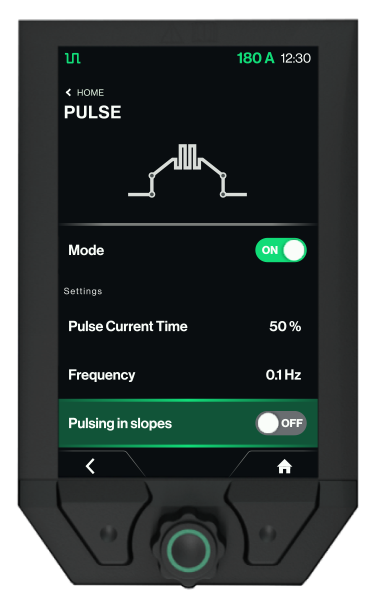
Rendere possibile l'attivazione/disattivazione dell'impulso in salita/discesa
Numero di cicli completi di impulsi al secondo, che determinano l'aspetto del cordone e le caratteristiche dell'apporto di calore. Frequenze più elevate (5-20 Hz) creano un aspetto più uniforme del cordone con increspature meno evidenti, adatte ad applicazioni cosmetiche. Frequenze più basse (0,5-3 Hz) creano increspature pronunciate con un migliore controllo dell'apporto di calore per sezioni spesse. La frequenza ottimale dipende dalla velocità di avanzamento, dallo spessore del materiale e dalle caratteristiche del cordone desiderate.
Tempo di corrente d'impulso
Durata della fase di alta corrente in ogni ciclo di impulsi, che controlla il rapporto tra tempo di penetrazione e tempo di raffreddamento. Tempi di impulso più lunghi aumentano l'apporto medio di calore e creano profili di cordoni più ampi e piatti. Tempi di impulso più brevi forniscono un apporto di calore più controllato con profili di ondulazione distinti. Gamma tipica 10-90% del tempo di ciclo totale, ottimizzata in base allo spessore del materiale, all'aspetto desiderato del cordone e ai requisiti di penetrazione.
Livello di corrente più basso mantenuto tra gli impulsi per mantenere l'arco stabile senza eccessivo apporto di calore. Garantisce il mantenimento dell'arco, previene l'ossidazione del tungsteno e mantiene la fluidità del bagno di saldatura durante le fasi di raffreddamento. In genere il 20-60% della corrente di impulso. Correnti di base più elevate consentono di mantenere un bagno di saldatura più ampio e di migliorare l'aspetto del cordone; impostazioni più basse riducono l'apporto di calore complessivo per i materiali sottili e minimizzano la distorsione.
Livello di corrente più elevato durante la fase di impulso della saldatura TIG pulsata, che garantisce una penetrazione controllata e la formazione del profilo del cordone. Crea la caratteristica ondulazione e controlla le caratteristiche di fusione. In genere 150-400% della corrente di base, a seconda dei requisiti dell'applicazione. Correnti di impulso più elevate aumentano la penetrazione e l'ampiezza del cordone; impostazioni più basse forniscono un apporto di calore più controllato per materiali sottili o applicazioni precise.
Per i materiali ultrasottili, CenTIG offre la funzione TIG-REP-TACK, una tecnica a impulsi freddi che crea una serie di piccoli fissaggi controllati con un apporto di calore estremamente basso. Progettata per materiali con uno spessore compreso tra 0,5 e 1,5 mm, garantisce un cordone di saldatura dall'aspetto continuo senza bruciature, rendendola ideale per la fabbricazione di precisione.
La funzione TIG-A-TACK CenTIG semplifica l'esecuzione di piccole e precise fissature senza metallo d'apporto. Ideale per il montaggio, garantisce saldature a punti uniformi e senza mani che mantengono i componenti in posizione con una distorsione minima. Perfetto per preparare giunti di alta qualità prima della saldatura finale.
Questa funzione stabilizza l'arco nella saldatura MMA aumentando la corrente di saldatura durante i cortocircuiti.
Hotstart aiuta a creare la giusta temperatura nel bagno di fusione all'inizio della saldatura MMA.
Il gas post è il tempo che intercorre tra l'estinzione dell'arco e la disconnessione del flusso di gas, in modo da garantire la copertura del gas.
La saldatura si interrompe a una determinata percentuale della corrente di saldatura.
Il tempo di discesa fino a quando la corrente di saldatura raggiunge la corrente finale.
Impostare il limite massimo della corrente di saldatura.
Questa funzione può essere attivata solo in modalità quattro volte premendo brevemente e rilasciando il grilletto della torcia.
Il tempo di salita in cui la corrente iniziale viene aumentata fino alla corrente di saldatura impostata
Una volta stabilito l'arco, la macchina regola la corrente di avvio ad una percentuale della corrente di saldatura.
Il pre-gas garantisce la copertura del gas prima della saldatura. Il pre-flusso è il tempo durante il quale il gas fluisce dopo aver premuto l'interruttore della torcia e prima dell'inizio della saldatura.
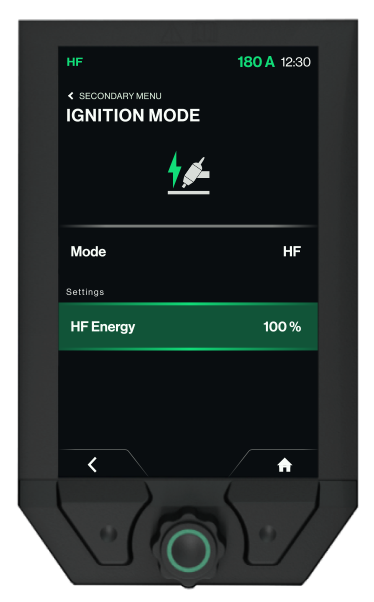
Garantite operazioni fluide in ambienti sensibili con la nostra nuova funzione di controllo dell'accensione. L'energia HF è progettata per ridurre lo scarico di energia all'avvio, minimizzando le interferenze con le apparecchiature vicine. Perfetta per impianti di produzione in cui precisione e affidabilità sono fondamentali.
L'innesco dell'arco ad alta frequenza crea un percorso ionizzato tra il tungsteno e il pezzo senza contatto fisico, evitando la contaminazione del tungsteno e mantenendo la geometria del punto. Essenziale per la saldatura in corrente alternata dell'alluminio, dove il contatto con il tungsteno causerebbe una contaminazione immediata. La frequenza è in genere di 2-4 MHz con capacità di colmare il gap di scintilla fino a 6 mm, a seconda delle condizioni.
L'accensione ad arco sollevato elimina le interferenze ad alta frequenza stabilendo l'arco attraverso un breve contatto tungsteno-pezzo seguito dal sollevamento. Il tungsteno viene sollevato rapidamente di 2-3 mm per mantenere l'apertura dell'arco. Preferibile in ambienti elettronici sensibili, quando le HF causano interferenze con le apparecchiature vicine o quando si salda in spazi ristretti dove la riflessione delle HF potrebbe essere problematica.
Il processo di saldatura inizia quando si preme e si rilascia il grilletto della torcia e termina quando si preme nuovamente il grilletto della torcia.
Il processo di saldatura inizia quando si preme il grilletto della torcia e termina quando lo si rilascia. La macchina può essere riattivata durante la fase finale del processo di saldatura.