Weergave van lasgegevens voor de meest recente lassen.
Intelligente gasregeling (IGC®)
Hoe hoger de stroomsterkte en hoe groter het smeltbad, hoe meer gas u nodig hebt. Een traditionele klep weet dit niet. Intelligent Gas Control kent uw las en zorgt ervoor dat uw smeltbad altijd perfect wordt beschermd.
Vereenvoudigen, opslaan, standaardiseren. CenTIG maakt complexe instellingen herhaalbaar met krachtige taakcontrole. Maak, sla op en vergrendel aangepaste parameters voor WPS-conformiteit, sla favorieten op voor directe toegang en deel taken via USB om elke las volgens specificatie te houden. Snellere instellingen, minder fouten, totale controle.
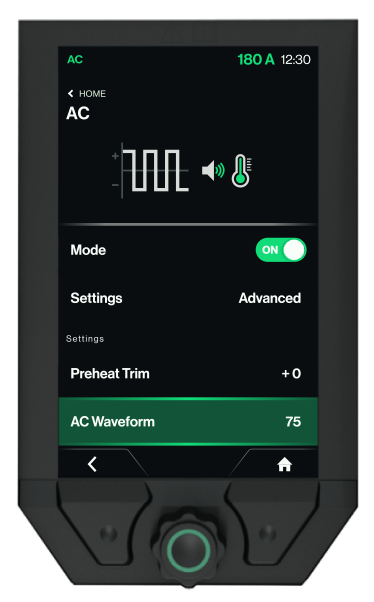
Stel de boog precies af op uw behoeften – met 100 instelstappen voor geluids- en warmte-intensiteit. Beïnvloedt het geluidsbeeld en de warmte-input. Hoe hoger de waarde, hoe sterker het geluidsbeeld en hoe hoger de warmte-input. In tegenstelling tot concurrenten die beperkt zijn tot slechts een paar stappen, geeft CenTIG u volledige controle over de laservaring.
Wordt gebruikt voor fijnafstelling van het voorverwarmen van elektroden.
Het voorverwarmen van de elektrode wordt automatisch ingesteld op basis van de geselecteerde elektrode-diameter.
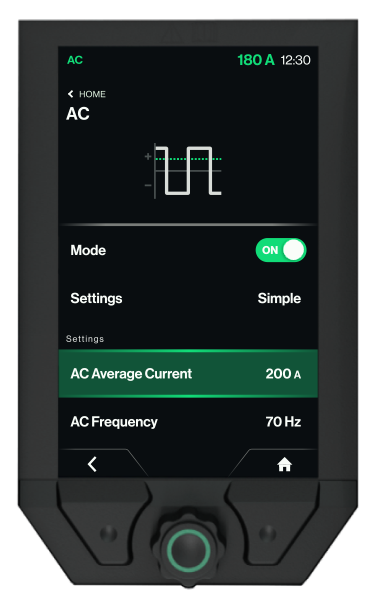
De wisselsnelheid tussen de positieve reinigingsperiode en de negatieve lasperiode. Het wijzigen van de frequentie heeft invloed op de boogbreedte. Hoe hoger de frequentie, hoe smaller de boog.
Een vermindering van de stroombalans zorgt ervoor dat de elektrode zijn puntige vorm behoudt. Een toename van de stroombalans zorgt ervoor dat er een bolletje ontstaat aan het uiteinde van de elektrode. Dezelfde parameter als 'AC-I-balans' op PI-machines.
Het reinigingseffect instellen door de tijdbalans aan te passen. Hoe hoger de waarde, hoe korter de reinigingsperiode. Dezelfde parameter als 'AC-t balance' op PI-machines.
Instelling van de piekstroom.
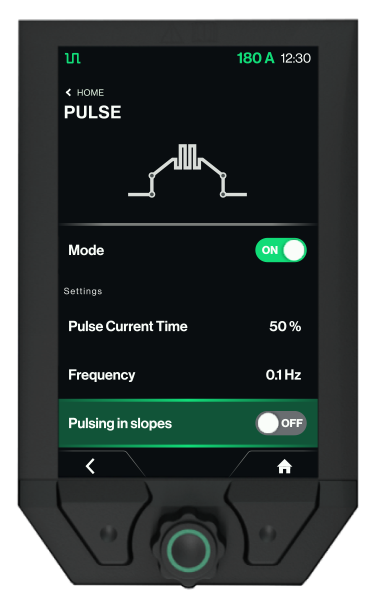
Maak het mogelijk om de puls in helling omhoog/helling omlaag te activeren/deactiveren.
Het aantal volledige pulscycli per seconde bepaalt het uiterlijk van de parel en de warmte-invoereigenschappen. Hogere frequenties (5-20 Hz) creëren een gladder uiterlijk met minder duidelijke rimpelingen, geschikt voor cosmetische toepassingen. Lagere frequenties (0,5-3 Hz) creëren uitgesproken ribbelpatronen met een betere controle over de warmte-inbreng voor dikke secties. De optimale frequentie hangt af van de rijsnelheid, de materiaaldikte en de gewenste parelkarakteristieken.
Tijdsduur van de fase met hoge stroom in elke pulscyclus, waarmee de verhouding tussen penetratietijd en afkoeltijd wordt geregeld. Langere pulstijden verhogen de gemiddelde warmte-inbreng en creëren bredere, vlakkere kraalprofielen. Kortere pulstijden zorgen voor een meer gecontroleerde warmte-inbreng met duidelijke rimpelpatronen. Typisch bereik 10-90% van de totale cyclustijd, geoptimaliseerd op basis van materiaaldikte, gewenst kraaluiterlijk en penetratievereisten.
Lager stroomniveau gehandhaafd tussen pulsen om boog stabiel te houden zonder overmatige warmte-input. Zorgt voor boogonderhoud, voorkomt wolfraamoxidatie en behoudt de vloeibaarheid van het lasbad tijdens afkoelfasen. Gewoonlijk 20-60% van de pulsstroom. Hogere basisstromen houden grotere lasmassa's in stand en verbeteren het uiterlijk van de lasparel; lagere instellingen verminderen de totale warmte-inbreng voor dunne materialen en minimaliseren vervorming.
Hoger stroomniveau tijdens de pulsfase van gepulst TIG-lassen, voor een gecontroleerde inbranding en parelprofielvorming. Creëert het karakteristieke rimpelpatroon en controleert de inbrandingseigenschappen. Gewoonlijk 150-400% van de basisstroom, afhankelijk van de vereisten van de toepassing. Hogere pulsstromen verhogen de penetratie en de kraalbreedte; lagere instellingen zorgen voor een meer gecontroleerde warmte-inbreng voor dunne materialen of nauwkeurige toepassingen.
Voor ultradunne materialen biedt CenTIG de TIG-REP-TACK-functie – een koude pulstechniek die een reeks kleine, gecontroleerde fixaties creëert met een extreem lage warmte-inbreng. Deze functie is ontworpen voor materialen met een dikte van 0,5–1,5 mm en levert een continu ogende lasnaad zonder doorbranding, waardoor het ideaal is voor precisiefabricage.
Met de TIG-A-TACK-functie CenTIG kunt u eenvoudig kleine, nauwkeurige fixaties uitvoeren zonder toevoegmetaal. Ideaal voor montage, levert consistente, handsfree hechtlassen die componenten op hun plaats houden met minimale vervorming. Perfect voor het voorbereiden van hoogwaardige verbindingen voor het definitieve lassen.
Deze functie stabiliseert de boog bij MMA-lassen door de lasstroom te verhogen tijdens kortsluitingen.
Hotstart helpt bij het creëren van de juiste temperatuur in het smeltbad bij het begin van MMA-lassen.
Postgas is de tijd tussen het doven van de boog en het afsluiten van de gasstroom, zodat de gasdekking gewaarborgd is.
Het lassen stopt bij een bepaald percentage van de lasstroom.
De aflooptijd totdat de lasstroom de eindstroom bereikt.
Stel een limiet in voor de maximale lasstroom.
Deze functie kan alleen worden ingeschakeld in de viervoudige modus door kort op de zaklampknop te drukken en deze weer los te laten.
De stijgtijd waarbij de startstroom wordt verhoogd tot de ingestelde lasstroom
Zodra de boog is ontstaan, regelt de machine de startstroom tot een percentage van de lasstroom.
Pre-gas zorgt ervoor dat er gas aanwezig is voordat het lassen begint. Pre-flow is de tijd waarin gas stroomt nadat de toorts is ingedrukt en voordat het lassen begint.
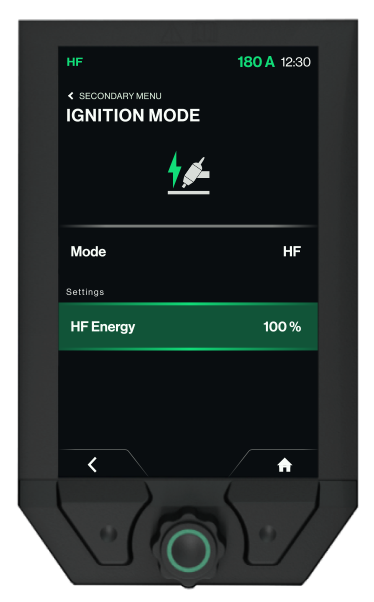
Zorg voor een soepele werking in gevoelige omgevingen met onze nieuwe ontstekingscontrolefunctie. HF-energie is ontworpen om de energieafgifte bij het opstarten te verminderen, waardoor interferentie met nabijgelegen apparatuur tot een minimum wordt beperkt. Perfect voor productieomgevingen waar precisie en betrouwbaarheid belangrijk zijn.
Hoogfrequente booginitiatie creëert een geïoniseerd pad tussen wolfraam en werkstuk zonder fysiek contact, waardoor wolfraamvervuiling wordt voorkomen en de puntgeometrie behouden blijft. Essentieel voor AC-lassen van aluminium waar wolfraamcontact onmiddellijke verontreiniging zou veroorzaken. Frequentie normaal 2-4 MHz met vonkoverbrugging tot 6 mm, afhankelijk van de omstandigheden.
De hefboogontsteking elimineert hoogfrequente interferentie door de boog tot stand te brengen via kort wolfraam-tot-werkstuk contact gevolgd door optillen. Het wolfraam wordt snel 2-3 mm omhoog gebracht om de boogafstand te behouden. Aanbevolen in gevoelige elektronische omgevingen, wanneer HF interferentie veroorzaakt met apparatuur in de buurt, of bij het lassen in kleine ruimtes waar HF-reflectie problematisch kan zijn.
Het lasproces begint wanneer de trekker van de lasbrander wordt geactiveerd en losgelaten en eindigt wanneer de trekker van de lasbrander opnieuw wordt geactiveerd.
Het lasproces begint wanneer de trekker van de toorts wordt geactiveerd en eindigt wanneer de trekker van de toorts wordt losgelaten. De machine kan tijdens het laatste deel van het lasproces opnieuw worden geactiveerd.