Display of welding data for the most recent weldings.
Intelligent Gas Control (IGC®)
The higher the amperage and the bigger the weld pool, the more gas you need. A traditional valve does not know this. Intelligent Gas Control knows your weld and makes sure that your weld pool is always perfectly protected.
Simplify, save, standardize. CenTIG Pro makes complex setups repeatable with powerful job control. Create, store, and lock custom parameters for WPS compliance, save favourites for instant access, and share jobs via USB to keep every weld on spec. Faster setups, fewer errors, total control.
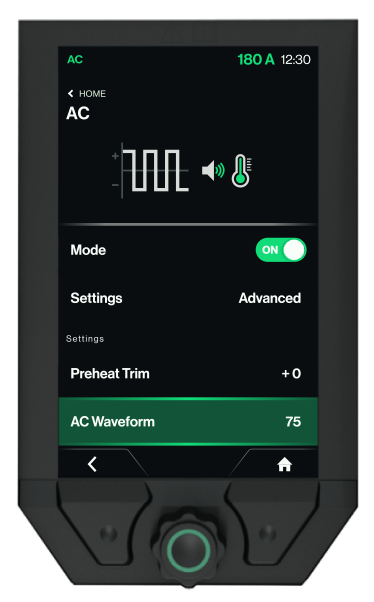
Fine-tune the arc exactly to your needs – with 100 adjustment steps for sound and heat intensity. Affects the sound image and the heat input. The higher the value, the stronger the sound image and the higher the heat input. Unlike competitors limited to just a few steps, CenTIG Pro gives you full control over the welding experience.
Used for fine adjustment of electrode preheating.
Electrode preheating is automatically set based on selected electrode diameter.
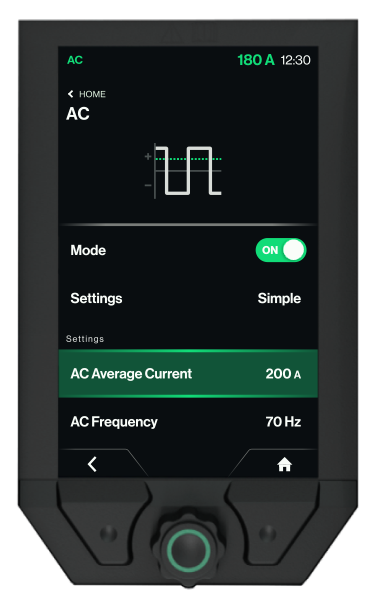
The shifting speed between the positive cleaning period and negative welding period. Changing the frequency will affect the arc width. The higher the frequency, the narrower the arc.
A reduction in the current balance causes the electrode to retain its pointed shape. An increase in the current balance will create a ball at the tip of the electrode. Same parameter as ‘AC-I balance’ on PI machines.
Setting the cleaning effect by adjusting the time balance. The higher the value, the shorter the cleaning period. Same parameter as ‘AC-t balance’ on PI machines.
Setting of the peak current.
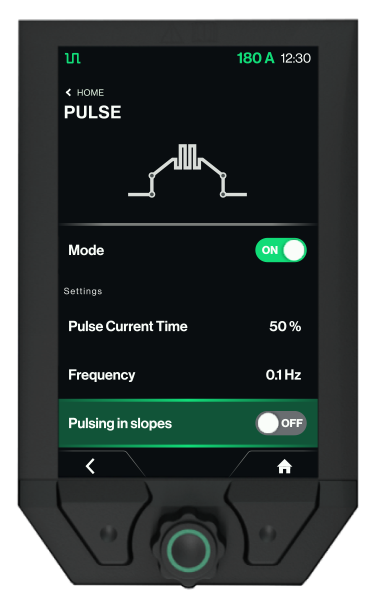
Make it possible to activate/deactive pulse in slope up/slope down
Number of complete pulse cycles per second, determining bead appearance and heat input characteristics. Higher frequencies (5-20 Hz) create smoother bead appearance with less distinct ripples, suitable for cosmetic applications. Lower frequencies (0.5-3 Hz) create pronounced ripple patterns with better heat input control for thick sections. Optimal frequency depends on travel speed, material thickness, and desired bead characteristics.
Time duration of high current phase in each pulse cycle, controlling the ratio of penetration time to cooling time. Longer pulse times increase average heat input and create wider, flatter bead profiles. Shorter pulse times provide more controlled heat input with distinct ripple patterns. Typical range 10-90% of total cycle time, optimized based on material thickness, desired bead appearance, and penetration requirements.
Lower current level maintained between pulses to keep arc stable without excessive heat input. Provides arc maintenance, prevents tungsten oxidation, and maintains weld pool fluidity during cooling phases. Typically 20-60% of pulse current. Higher base currents maintain larger weld pools and improve bead appearance; lower settings reduce overall heat input for thin materials and minimize distortion.
Higher current level during pulse phase of pulsed TIG welding, providing controlled penetration and bead profile formation. Creates the characteristic ripple pattern and controls fusion characteristics. Typically 150-400% of base current depending on application requirements. Higher pulse currents increase penetration and bead width; lower settings provide more controlled heat input for thin materials or precise applications.
For ultra-thin materials, CenTIG Pro offers the TIG-REP-TACK function – a cold pulse technique that creates a series of small, controlled fixations with extremely low heat input. Designed for materials as thin as 0.5–1.5 mm, it delivers a continuous-looking weld seam without burning through, making it ideal for precision fabrication
CenTIG Pro’s TIG-A-TACK function makes it easy to perform small, precise fixations without filler metal. Ideal for fitting, it delivers consistent, handsfree tack welds that hold components in place with minimal distortion. Perfect for prepping high-quality joints before final welding
This function stabilizes the arc in MMA welding by increasing the welding current during short circuits.
Hotstart helps to create the right temperature in the weld pool at the start of MMA welding.
Post gas is the time from which the arc extinguishes to the gas flow being disconnected, so the gas coverage is ensured.
Welding stops at a percentage of the welding current.
The slope down time undtil the welding current reaches the final current.
Set limit for maximum welding current.
This function can only be enabled in four-times mode only by briefly pressing and releasing the torch trigger.
The slope up time where the start current is increased to the set welding current
Once the arc has been established, the machine regulates the start current to a percentage of the welding current.
Pre gas ensures gas coverage before welding. Pre-flow is the time for which gas flows after the torch switch is pressed and before welding starts.
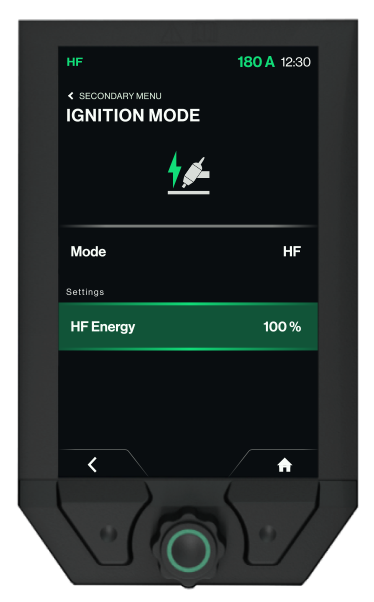
Ensure smooth operations in sensitive environments with our new ignition control feature. HF energy is designed to reduce energy discharge at start-up, minimizing interference with nearby equipment. Perfect for production setups where precision and reliability matter.
High-frequency arc initiation creates an ionized path between tungsten and workpiece without physical contact, preventing tungsten contamination and maintaining point geometry. Essential for AC welding of aluminum where tungsten contact would cause immediate contamination. Frequency typically 2-4 MHz with spark gap bridging capability up to 6mm depending on conditions.
Lift arc ignition eliminates high-frequency interference by establishing the arc through brief tungsten-to-workpiece contact followed by lifting. Tungsten is quickly raised 2-3mm to maintain arc gap. Preferred in sensitive electronic environments, when HF causes interference with nearby equipment, or when welding in confined spaces where HF reflection could be problematic.
The welding process starts when the torch trigger is activated and released and ends when the torch trigger is activated again
The welding process starts when the torch trigger is activated and ends when the torch trigger is released. The machine can be retriggered during the final part of the welding process.